
Выбор между алюминиевым корпусом для батареи, изготовленным с помощью ЧПУ, и литым под давлением алюминиевым корпусом для батареи корпус для батареи может определить успех или неудачу вашего проекта электромобиля. Я работал над этими системами 15 лет, и неправильный выбор может привести к задержкам в запуске. Давайте рассмотрим преимущества ЧПУ по сравнению с литьем алюминиевых корпусов для батарей.
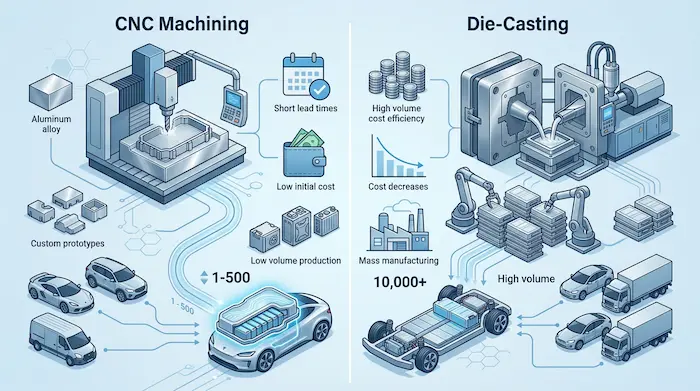
Технология ЧПУ предлагает нулевые затраты на оснастку, быстрые сроки изготовления и высокую структурную целостность для небольших партий или индивидуальных корпусов для батарей. Литье под давлением требует значительных первоначальных инвестиций в формы и высоких минимальных объемов заказа, но обеспечивает значительно более низкую цену за единицу при массовом производстве.
Хотите узнать, какой метод производства подходит для вашей конкретной платформы транспортного средства? Читайте дальше, чтобы открыть важные различия, влияющие на вашу прибыльность.
1 Выбор материала определяет тепловые и структурные характеристики
Когда вы проектируете систему батареи, корпус — это ваша первая линия защиты от теплового пробоя и физических повреждений.
Материал, который вы выбираете, имеет значение. Очень.
Обработка с ЧПУ обычно использует экструдированный или слитковый алюминий, такой как 6061-T6 or 6063-T6. Этот сплав обеспечивает отличную структурную целостность и предсказуемые механические свойства. Он безупречно справляется с интенсивными вибрационными профилями, характерными для тяжелых и внешоссейных применений.
Литье под давлением, с другой стороны, требует расплавленного металла. Вы можете использовать сплавы, такие как A380 или ADC12. Поскольку металл вводится в форму под высоким давлением, иногда можно столкнуться с микропорами. Этот захваченный газ может немного снизить структурную жесткость и теплопроводность по сравнению с цельным слитком 6061.

Если ваше применение требует экстремальной прочности — например, электромонтажные транспортные средства, требующие очень надежных, взрывобезопасных и тяжелых аккумуляторных систем — обработанный на ЧПУ слитковый алюминий может быть вашим самым надежным выбором.
| Свойство | 6061-T6 | ADC12 | Победитель / Примечания |
|---|---|---|---|
| Теплопроводность (Вт/м·К) | 152–170 (типично 167) | 92–96 (типично 96) | 6061-T6 (значительно лучше для рассеивания тепла) |
| Максимальная прочность на растяжение (МПа) | Прочность (МПа) 310 (типично) | 310 (типично) | Сравнимо |
| Предел текучести (МПа) | 276 | ~150–160 | 6061-T6 (значительно выше) |
| Удлинение (%) | 12-17 | ~3.5 | 6061-T6 (гораздо более пластичный) |
| Типичные применения | Конструкционные каркасы, велосипедные детали, фитинги | Литые корпуса, кронштейны двигателя, тонкие сложные детали | Зависит от потребностей |
2 Затраты на формы и оснастку могут истощить ваш бюджет на исследования и разработки
Давайте поговорим о предоплате.
Если вы основатель стартапа или директор по НИОКР, распределение капитала всегда у вас на уме.
Обработка на ЧПУ не требует затрат на формы. Машина просто удаляет материал из цельного блока на основе вашего CAD-файла. Вы платите за время программирования и сырье, но нет необходимости покупать физические формы.

Литое производство — это совершенно другое дело.
Чтобы отлить корпус для алюминиевой батареи, вам нужна закаленная стальная форма. В зависимости от размера и сложности вашего аккумуляторного блока, стоимость такой формы может составлять от 70 000 до более 200 000 долларов США. Всё зависит от механической структуры и размеров продукта.

Если вы ошиблись в начальном 3D-проекте и тепловом моделировании, изменение литой формы очень дорого и иногда невозможно. С ЧПУ вы просто обновляете G-код и на следующий день получаете новую деталь.
[Вставьте видео YouTube: Внутри цеха высоконапорного алюминиевого литейного производства]
3 Цена за единицу при масштабировании меняет правила игры
Хотя обработка на ЧПУ экономит деньги на инструментах, стоимость за единицу будет выше.
Обработка 70% из цельного блока алюминия занимает время и приводит к потере материала. Если вы обрабатываете сложный корпус с классом защиты IP67+ алюминиевый корпус с встроенной точной жидкостные холодные пластины, время работы машины может увеличить цену за единицу до тысяч.
Литейное производство — бесспорный лидер в экономике массового производства единиц продукции.
Как только ваша дорогая форма оплачена, машина для литейного производства может за несколько минут изготовить сложный корпус батареи. Цена за единицу значительно снижается.
Если вы производитель электромобилей пассажирского типа, планирующий выпускать 100 000 автомобилей в год, литье под давлением почти наверняка является правильным путём для снижения затрат. Но если вы создаёте специализированный флот из 30 электроморских судов, вы можете никогда не достичь объёма, необходимого для окупаемости таких больших затрат на литейное оборудование.

4 Время выполнения заказа определяет вашу скорость выхода на рынок
В гонке за электрификацию скорость выхода на рынок — всё.
Вам нужно построить прототипы, протестировать их и получить сертификацию.
С помощью ЧПУ-обработки вы можете иметь полностью функциональный, высокоточный алюминиевый корпус продукт в руках всего за несколько недель. Такой быстрый цикл важен, когда вы пытаетесь добиться безупречной сертификации UN38.3 или ECE R100.3.
Литьё под давлением требует терпения.
Проектирование формы, проведение анализа потока формы, резка инструментальной стали и проведение первичных инспекций могут занять от 8 до 16 недель.
Если у вас сжатые сроки проекта, ЧПУ-обработка помогает быстрее вывести на рынок надёжные и соответствующие требованиям энергетические решения.
5 Минимальный объем заказа (MOQ) и реальность цепочки поставок
Фрикции в цепочке поставок — огромная головная боль для технических директоров и менеджеров по закупкам.
Производители ячеек уровня Tier-1 ориентированы на массовое стандартное производство, часто отвергая глубокую настройку для внеавтомобильных, морских или специализированных коммерческих флотов. Они продают вам исходные модули, но оставляют вас с огромной инженерной головной болью.
Та же логика применима и к поставщикам литья под давлением.
Авторитетное предприятие по литью под давлением не будет занимать свои крупные машины для производства партии из 50 деталей. Обычно они требуют минимальные заказы в тысячи единиц.
Мастерские по ЧПУ гораздо более гибки. Вы можете заказать ровно то, что вам нужно, будь то 2 единицы для пилотной программы или 100 единиц для небольшого тиража.
Именно здесь вступает в игру инженерно-ориентированный интеграционный партнёр. Осваивая сложную экосистему цепочки поставок, вы можете вести прямые переговоры с ведущими производителями ячеек, чтобы получить сырьё без наценки посредников, одновременно используя гибкое производство на ЧПУ для ваших индивидуальных корпусов.

6 Преимущества и недостатки: окончательная оценка
Чтобы упростить задачу, я проанализировал основные плюсы и минусы обоих методов, чтобы вы могли принять обоснованное решение.
Преимущества ЧПУ:
- Отсутствие затрат на инструменты
- Удивительная точность размеров и строгие допуски
- Превосходные свойства материалов (без пористости)
- Быстрые сроки изготовления прототипов и итераций
Недостатки ЧПУ:
- Высокая стоимость единицы продукции
- Медленное время производства на одну деталь
- Отходы материала
Преимущества литья под давлением:
- Очень низкая стоимость единицы при больших объемах
- Быстрые циклы производства
- Возможность литья невероятно сложных геометрий с тонкими стенками
- Минимальные отходы материала
Недостатки литья под давлением:
- Массивные первоначальные затраты на оснастку
- Длительные сроки изготовления формы
- Риск пористости, влияющей на тепловую и структурную целостность
- Негибкость к изменениям дизайна
7 Соответствие применению: выбор метода для конкретной машины
Ваш окончательный выбор должен зависеть от конкретной платформы транспортного средства и условий эксплуатации.
Проекты обычно начинаются с обзора применения, эксплуатационного профиля, ограничений по упаковке, электрических целей и требований к соответствию.
Если вы производите электросудна и паромы, вы сталкиваетесь с строгими требованиями к водонепроницаемости, жидкостному охлаждению, и системной интеграции. Поскольку объемы морского производства обычно ниже, CNC-обработка корпуса часто является наиболее практичным и надежным выбором.
То же самое касается электровозов и сельскохозяйственной техники, где рынок находится в стадии развития и существует сильная потребность в индивидуальных аккумуляторных блоках и системах жидкостного охлаждения.
Однако, если вы являетесь крупным OEM-производителем потребительских электромобилей, высокие требования к долговечности аккумуляторных блоков и интеграции высокого напряжения в конечном итоге потребуют масштабируемости и экономической эффективности литья под давлением.
Независимо от метода производства, проекты аккумуляторов часто терпят неудачу на этапе интеграции — не потому, что компоненты недоступны, а потому, что механические, тепловые, электрические и управляющие системы не разработаны как единое скоординированное решение.
Вам нужно объединить инженерное проектирование корпуса, тепловое управление, архитектура HV, интеллектуальные системы управления и поддержка пусконаладочных работ в одном скоординированном рабочем процессе.

Заключение
Выбор между ЧПУ-обработкой и литьем под давлением зависит от вашего объема, бюджета и применения. Понимая, как выбор материала, затраты на инструменты и сроки поставки влияют на ваш проект, вы можете избежать дорогостоящих задержек и обеспечить, чтобы ваши системы аккумуляторов были созданы для реальных условий эксплуатации.
Трудно преодолеть разрыв между химией исходных элементов и вашим индивидуальным транспортным средством?
At Astraion Dynamics, наша ключевая сила — это прозрачная модель партнерства “Принеси свои ячейки/модули”. Вы контролируете химию, а мы — мастерство инженерии.
Если вы хотите снизить риск интеграции и сократить цикл разработки, [Нажмите здесь, чтобы запросить бесплатный обзор архитектуры системы] с нашей внутренней инженерной командой сегодня. Давайте превратим ваши исходные модули в прочную, полностью сертифицированную, готовую к подключению энергетическую систему.
