
Choosing between a CNC machined and die-cast aluminum battery pack enclosure could make or break your EV project. I’ve spent 15 years engineering these systems, and getting this wrong means delayed launches. Let’s explore CNC machining vs. die-casting aluminum battery pack enclosures.
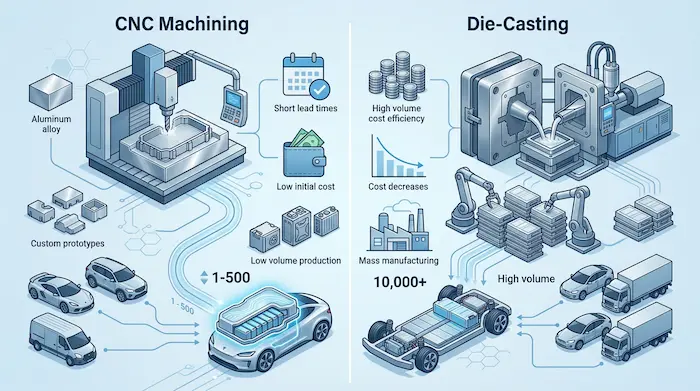
CNC machining offers zero tooling costs, rapid lead times, and high structural integrity for low-volume or custom battery enclosures. Die-casting requires significant upfront mold investments and high MOQs but delivers a vastly lower unit price for mass production.
Want to know which manufacturing method fits your specific vehicle platform? Read on to discover the critical differences that impact your bottom line.
1 Material Selection Dictates Thermal and Structural Performance
When you design a battery system, the enclosure is your first line of defense against thermal runaway and physical impact.
The material you choose matters. A lot.
CNC machining typically uses extruded or billet aluminum, such as 6061-T6 or 6063-T6. This alloy offers fantastic structural integrity and predictable mechanical properties. It handles the intense vibration profiles found in heavy-duty and off-highway applications flawlessly.
Die-casting, on the other hand, requires molten metal. You might use alloys like A380 or ADC12. Because the metal is injected into a mold under high pressure, you can sometimes experience micro-porosity. This trapped gas can slightly compromise the structural rigidity and thermal conductivity compared to a solid billet of 6061.

If your application demands extreme ruggedness—like electric mining vehicles that require highly reliable, explosion-proof, and heavy-duty battery systems—CNC machined billet aluminum might be your safest bet.
| Property | 6061-T6 | ADC12 | Winner / Notes |
|---|---|---|---|
| Thermal Conductivity (W/m·K) | 152–170 (typical 167) | 92–96 (typical 96) | 6061-T6 (much better for heat dissipation) |
| Ultimate Tensile Strength (MPa) | Strength (MPa)310 (typical) | 310 (typical) | Comparable |
| Yield Strength (MPa) | 276 | ~150–160 | 6061-T6 (significantly higher) |
| Elongation (%) | 12-17 | ~3.5 | 6061-T6 (much more ductile) |
| Typical Applications | Structural frames, bike parts, fittings | Die-cast housings, engine brackets, thin complex parts | Depends on needs |
2 Mold and Tooling Costs Can Drain Your R&D Budget
Let’s talk about upfront cash.
If you are a startup founder or an R&D Director, capital allocation is always on your mind.
CNC machining requires zero mold costs. The machine simply cuts away material from a solid block based on your CAD file. You pay for the programming time and the raw material, but there is no physical tooling to purchase.

Die-casting is a completely different beast.
To cast an aluminum battery enclosure, you need a hardened steel mold. Depending on the size and complexity of your battery pack, this mold could cost anywhere from US$70,000 to over US$200,000. It depends on both the mechanical structure and product dimensions.

If you make a mistake in your initial 3D design and thermal simulation, modifying a die-cast mold is incredibly expensive and sometimes impossible. With CNC, you just update the G-code and cut a new part tomorrow.
[Insert YouTube Video: Inside a high-pressure aluminum die-casting facility]
3 Unit Price at Scale Changes the Game
While CNC saves you money on tooling, it will cost you more per unit.
Machining away 70% of a solid block of aluminum takes time and wastes material. If you are machining a complex IP67+ aluminum enclosure with integrated precision liquid cold plates, the machine time alone could push your unit price into the thousands.
Die-casting is the undisputed king of mass production unit economics.
Once your expensive mold is paid for, a die-casting machine can punch out a complex battery enclosure every few minutes. The unit price drops drastically.
If you are an EV passenger car manufacturer planning to produce 100,000 vehicles a year, die-casting is almost certainly the right path to reduce costs. But if you are building a specialized fleet of 30 electric marine vessels, you may never reach the volume needed to amortize that massive die-cast tooling cost.

4 Lead-Time Defines Your Speed to Market
In the electrification race, speed to market is everything.
You need to get your prototypes built, tested, and certified.
With CNC machining, you could have a fully functional, highly precise aluminum enclosure in your hands in a matter of weeks. This rapid turnaround is critical when you are trying to achieve flawless UN38.3 or ECE R100.3 homologation.
Die-casting requires patience.
Designing the mold, running mold-flow analysis, cutting the tool steel, and performing first article inspections can take anywhere from 8 to 16 weeks.
If your project timeline is tight, CNC machining helps bring reliable and compliant energy solutions to market faster.
5 Minimum Order Quantity (MOQ) and Supply Chain Reality
Supply chain friction is a massive headache for CTOs and Purchasing Managers.
Tier-1 cell manufacturers are built for massive standard volume, often rejecting deep customization for off-highway, marine, or specialized commercial fleets. They sell you the raw modules, but they leave you with a massive engineering headache.
The same logic applies to die-casting suppliers.
A reputable die-casting facility won’t tie up their massive machines for a run of 50 parts. They typically demand MOQs in the thousands.
CNC machine shops are much more flexible. You can order exactly what you need, whether that is 2 units for a pilot program or 100 units for a low-volume production run.
This is exactly where an engineering-driven integration partner steps in. By mastering the complex supply chain ecosystem, you can negotiate directly with top cell manufacturers to secure raw modules at zero middleman markup, while leveraging flexible CNC manufacturing for your custom enclosures.

6 Advantages and Disadvantages: The Ultimate Scorecard
To make this simple, I reviewed the core pros and cons of both methods so you can make an informed decision.
CNC Machining Advantages:
- Zero tooling costs
- Incredible dimensional accuracy and tight tolerances
- Superior material properties (no porosity)
- Fast lead times for prototyping and iteration
CNC Machining Disadvantages:
- High unit cost
- Slower production time per part
- Material waste
Die-Casting Advantages:
- Very low unit cost at high volumes
- Fast production cycle times
- Ability to cast incredibly complex geometries with thin walls
- Minimal material waste
Die-Casting Disadvantages:
- Massive upfront tooling costs
- Long lead times for mold creation
- Risk of porosity affecting thermal and structural integrity
- Inflexible to design changes
7 Application Fit: Matching the Method to the Machine
Your final decision should be driven by your specific vehicle platform and operating environment.
Projects typically begin with a review of the application, operating profile, packaging constraints, electrical targets, and compliance needs.
If you are building electric boats and ferries, you face stringent requirements for waterproofing, liquid cooling, and system integration. Because marine production volumes are typically lower, CNC-machined enclosures are often the most practical and reliable choice.
The same applies to electric tractors and agricultural machinery, where the market is emerging and there is a strong need for customized battery packs and liquid cooling systems.
However, if you are a major OEM building consumer electric trucks, the high demands for battery pack durability and high-voltage integration will eventually require the scale and cost-efficiency of die-casting.
Regardless of the manufacturing method, battery projects often fail at the integration stage—not because components are unavailable, but because mechanical, thermal, electrical, and control systems are not developed as one coordinated solution.
You need to combine enclosure engineering, thermal management, HV architecture, intelligent controls, and commissioning support in one coordinated workflow.

Conclusion
Choosing between CNC machining and die-casting comes down to your volume, budget, and application. By understanding how material selection, tooling costs, and lead times impact your project, you might avoid costly delays and ensure your battery systems are built for real-world operation.
Struggling to bridge the gap between raw cell chemistry and your customized vehicle?
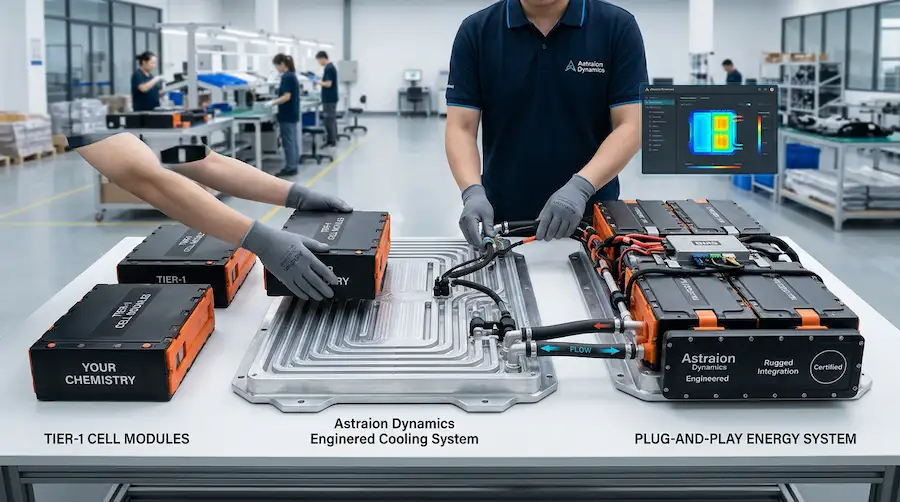
At Astraion Dynamics, our defining strength is our transparent “Bring Your Own Cells/Modules” partnership model. You control the chemistry, we master the engineering.
If you want to reduce integration risk and shorten your development cycle, [Click here to request a free System Architecture Review] with our in-house engineering team today. Let’s turn your raw modules into a rugged, fully certified, plug-and-play energy system.
