
Choisir entre un boîtier de batterie en aluminium usiné CNC et moulé sous pression boîtier de batterie pourrait faire ou défaire votre projet de VE. J’ai passé 15 ans à concevoir ces systèmes, et se tromper peut entraîner un retard dans le lancement. Explorons la différence entre l’usinage CNC et la moulure sous pression des boîtiers de batteries en aluminium.
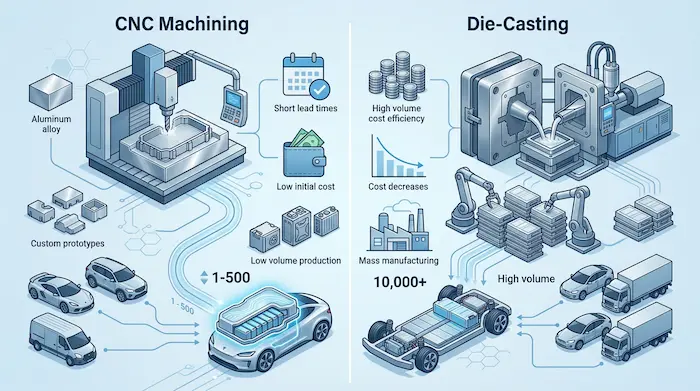
L’usinage CNC offre zéro coût d’outillage, des délais de fabrication rapides et une intégrité structurelle élevée pour des boîtiers de batteries en petite série ou sur mesure. La moulure sous pression nécessite des investissements importants en moules et des quantités minimales de commande élevées, mais offre un prix unitaire nettement inférieur pour la production de masse.
Vous souhaitez savoir quelle méthode de fabrication convient à votre plateforme véhicule spécifique ? Continuez à lire pour découvrir les différences essentielles qui impactent votre rentabilité.
1 La sélection du matériau détermine la performance thermique et structurelle
Lorsque vous concevez un système de batterie, le boîtier est votre première ligne de défense contre la surchauffe thermique et les impacts physiques.
Le matériau que vous choisissez est important. Beaucoup.
L’usinage CNC utilise généralement de l’aluminium extrudé ou en lingot, tel que 6061-T6 or 6063-T6. Cet alliage offre une intégrité structurelle exceptionnelle et des propriétés mécaniques prévisibles. Il gère parfaitement les profils de vibrations intenses rencontrés dans les applications lourdes et hors route.
La coulée sous pression, en revanche, nécessite du métal en fusion. Vous pourriez utiliser des alliages comme A380 ou ADC12. Comme le métal est injecté dans un moule sous haute pression, il peut parfois y avoir de la micro-porosité. Ce gaz emprisonné peut légèrement compromettre la rigidité structurelle et la conductivité thermique par rapport à un lingot solide de 6061.

Si votre application exige une robustesse extrême — comme les véhicules électriques de mines nécessitant des systèmes de batteries hautement fiables, antidéflagrants et lourds — l’aluminium en lingot usiné CNC pourrait être votre choix le plus sûr.
| Propriété | 6061-T6 | ADC12 | Gagnant / Remarques |
|---|---|---|---|
| Conductivité thermique (W/m·K) | 152–170 (typique 167) | 92–96 (typique 96) | 6061-T6 (bien meilleur pour la dissipation thermique) |
| Résistance à la traction ultime (MPa) | Résistance (MPa) 310 (typique) | 310 (typique) | Comparable |
| Limite d’élasticité (MPa) | 276 | ~150–160 | 6061-T6 (nettement plus élevée) |
| Allongement (%) | 12-17 | ~3.5 | 6061-T6 (beaucoup plus ductile) |
| Applications typiques | Cadres structurels, pièces de vélo, raccords | Boîtiers moulés sous pression, supports moteur, pièces complexes fines | Selon les besoins |
2 Les coûts de moule et d’outillage peuvent épuiser votre budget R&D
Parlons de la trésorerie initiale.
Si vous êtes un fondateur de startup ou un Directeur R&D, l'allocation du capital est toujours dans vos pensées.
L'usinage CNC ne nécessite aucun coût de moule. La machine coupe simplement le matériau d'un bloc solide en fonction de votre fichier CAO. Vous payez le temps de programmation et la matière première, mais il n'y a pas de outillage physique à acheter.

La fonderie sous pression est une bête complètement différente.
Pour couler un boîtier de batterie en aluminium, vous avez besoin d'un moule en acier trempé. Selon la taille et la complexité de votre pack batterie, ce moule pourrait coûter entre 70 000 € et plus de 200 000 €. Cela dépend à la fois de la structure mécanique et des dimensions du produit.

Si vous faites une erreur dans votre conception 3D initiale et la simulation thermique, modifier un moule de fonderie sous pression est incroyablement coûteux et parfois impossible. Avec l'usinage CNC, vous mettez simplement à jour le G-code et vous découpez une nouvelle pièce demain.
[Insérer vidéo YouTube : À l'intérieur d'une installation de fonderie d'aluminium sous pression]
3 Le prix unitaire à grande échelle change la donne
Alors que l'usinage CNC vous fait économiser de l'argent sur l'outillage, il vous coûtera plus par unité.
Usiner 70% d'un bloc solide d'aluminium prend du temps et gaspille du matériau. Si vous usinez une enceinte en aluminium complexe IP67+ avec refroidissement liquide intégré de précision intégrée plaques de refroidissement liquide, le temps de machine seul pourrait faire passer votre prix unitaire dans les milliers.
La fonderie sous pression est le roi incontesté de l'économie d'unité en production de masse.
Une fois que votre moule coûteux est payé, une machine de fonderie sous pression peut produire une enceinte de batterie complexe toutes les quelques minutes. Le prix unitaire chute considérablement.
Si vous êtes un constructeur de voitures électriques particulières prévoyant de produire 100 000 véhicules par an, la fonderie sous pression est presque certainement la voie à suivre pour réduire les coûts. Mais si vous construisez une flotte spécialisée de 30 navires électriques marins, vous ne pourrez peut-être jamais atteindre le volume nécessaire pour amortir ce coût massif de moule de fonderie.

4 Le délai de fabrication définit votre rapidité d’accès au marché
Dans la course à l’électrification, la rapidité de mise sur le marché est essentielle.
Vous devez faire construire, tester et certifier vos prototypes.
Avec l’usinage CNC, vous pourriez avoir un produit entièrement fonctionnel, très précis avec refroidissement liquide intégré entre vos mains en quelques semaines. Ce délai rapide est crucial lorsque vous essayez d’obtenir une homologation parfaite selon la norme UN38.3 ou ECE R100.3.
La fonderie sous pression demande de la patience.
Concevoir le moule, réaliser une analyse de flux de moulage, couper l’acier de l’outil et effectuer les inspections du premier article peuvent prendre entre 8 et 16 semaines.
Si votre calendrier de projet est serré, l’usinage CNC aide à mettre sur le marché des solutions énergétiques fiables et conformes plus rapidement.
5 Quantité minimale de commande (QMC) et réalité de la chaîne d’approvisionnement
Les frictions dans la chaîne d’approvisionnement sont un énorme casse-tête pour les CTO et les responsables des achats.
Les fabricants de cellules de niveau 1 sont conçus pour un volume standard massif, rejetant souvent la personnalisation profonde pour les flottes hors-route, marines ou spécialisées. Ils vous vendent les modules bruts, mais vous laissent avec un énorme casse-tête d'ingénierie.
La même logique s’applique aux fournisseurs de fonderie sous pression.
Une installation de fonderie sous pression réputée ne monopolise pas ses machines massives pour une série de 50 pièces. Elle exige généralement des quantités minimales de commande (MOQ) dans les milliers.
Les ateliers d’usinage CNC sont beaucoup plus flexibles. Vous pouvez commander exactement ce dont vous avez besoin, que ce soit 2 unités pour un programme pilote ou 100 unités pour une production à faible volume.
C’est précisément là qu’un partenaire d’intégration axé sur l’ingénierie intervient. En maîtrisant l’écosystème complexe de la chaîne d’approvisionnement, vous pouvez négocier directement avec les principaux fabricants de cellules pour obtenir des modules bruts sans marge intermédiaire, tout en utilisant la fabrication CNC flexible pour vos enceintes sur mesure.

6 Avantages et inconvénients : le tableau de bord ultime
Pour simplifier, j’ai passé en revue les principaux avantages et inconvénients des deux méthodes afin que vous puissiez prendre une décision éclairée.
Avantages de l’usinage CNC :
- Zéro coût de moule
- Une précision dimensionnelle incroyable et des tolérances serrées
- Des propriétés matérielles supérieures (absence de porosité)
- Des délais de réalisation rapides pour le prototypage et l’itération
Inconvénients de l’usinage CNC :
- Coût unitaire élevé
- Temps de production plus lent par pièce
- Gaspillage de matériau
Avantages de la moulure sous pression :
- Coût unitaire très faible à haut volume
- Cycles de production rapides
- Capacité à couler des géométries incroyablement complexes avec des murs fins
- Gaspillage minimal de matériau
Inconvénients de la moulure sous pression :
- Coûts initiaux massifs pour les outillages
- Délais longs pour la création des moules
- Risque de porosité affectant l'intégrité thermique et structurelle
- Inflexible face aux modifications de conception
7 Adaptation à l’application : associer la méthode à la machine
Votre décision finale doit être guidée par votre plateforme de véhicule spécifique et votre environnement d'exploitation.
Les projets commencent généralement par une revue de l'application, du profil d'exploitation, des contraintes d'emballage, des objectifs électriques et des besoins de conformité.
Si vous construisez des bateaux et ferries électriques, vous faites face à des exigences strictes en matière d'étanchéité, refroidissement liquide, et intégration du système. Parce que les volumes de production marine sont généralement plus faibles, les coffrets usiné CNC.
sont souvent le choix le plus pratique et fiable.
Il en va de même pour les tracteurs électriques et les machines agricoles, où le marché est en émergence et où il existe un fort besoin de packs de batteries personnalisés et de systèmes de refroidissement liquide.
Quelle que soit la méthode de fabrication, les projets de batteries échouent souvent à l'étape d'intégration — non pas parce que les composants sont indisponibles, mais parce que les systèmes mécaniques, thermiques, électriques et de contrôle ne sont pas développés comme une solution coordonnée.
Vous devez combiner l'ingénierie des boîtiers, la gestion thermique, architecture HV, les contrôles intelligents, et le support de mise en service dans un flux de travail coordonné.

Conclusion
Choisir entre l'usinage CNC et la coulée sous pression dépend de votre volume, de votre budget et de votre application. En comprenant comment la sélection des matériaux, les coûts des outils et les délais d'approvisionnement impactent votre projet, vous pouvez éviter des retards coûteux et garantir que vos systèmes de batteries sont conçus pour une opération en conditions réelles.
Vous avez du mal à combler le fossé entre la chimie brute des cellules et votre véhicule personnalisé ?
At Astraion Dynamics, notre force principale est notre modèle de partenariat transparent “ Apportez Vos Propres Cellules/Modules ”. Vous contrôlez la chimie, nous maîtrisons l'ingénierie.
Si vous souhaitez réduire le risque d'intégration et raccourcir votre cycle de développement, [Cliquez ici pour demander une revue gratuite de l'architecture du système] avec notre équipe d'ingénierie interne dès aujourd'hui. Transformons vos modules bruts en un système d'énergie robuste, entièrement certifié, prêt à brancher et à utiliser.
