
If you are designing high-power battery systems, you already know that thermal management can make or break your project. You might be looking for the most reliable way to manufacture liquid cold plates without risking leaks or poor thermal performance. Well, you are in the right place.
Friction Stir Welding (FSW) for liquid cold plates is a solid-state joining process that uses a rapidly rotating tool to generate frictional heat, physically mixing two metal components without melting them. This creates a highly reliable, leak-proof, and porous-free seal that is ideal for electric vehicle (EV) and energy storage thermal management systems.
Sounds like magic, right? Let’s dive deep into exactly how this technology works, how it compares to traditional brazing, and why it might be the game-changer your next battery integration project needs.
What is the meaning of FSW?
FSW stands for Friction Stir Welding.
Unlike traditional welding methods that melt metal to join two pieces together, FSW takes a completely different approach. It is a “solid-state” joining process.
This means the metal never actually reaches its melting point.
Instead, it relies on intense friction and heavy mechanical pressure to soften the metal—specifically turning it into a plastic-like state—so that the molecules of two separate pieces can seamlessly blend together.
Think of it like stirring two different colors of Play-Doh together. You aren’t melting the dough; you are just mechanically blending it until it becomes one unified piece.
What is friction stir welding FSW?
Friction stir welding (FSW) was invented by The Welding Institute (TWI) in the UK back in 1991.
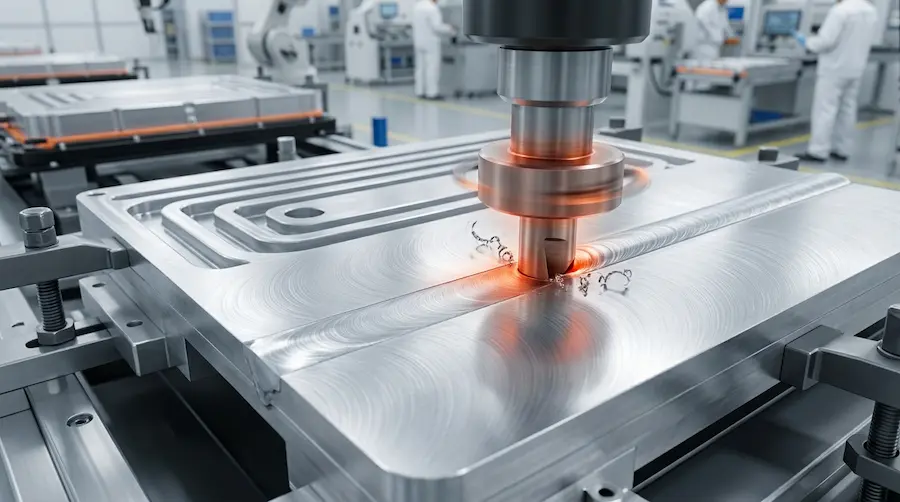
Here is how the process actually works on the factory floor:
A specially shaped cylindrical tool, featuring a profiled pin and a larger shoulder, is rotated at high speeds. This rotating tool is slowly plunged into the joint line between two pieces of metal (usually aluminum) that are clamped tightly together.
As the tool spins, the friction between the tool’s shoulder and the surface of the metal generates massive amounts of heat.
This heat softens the metal without melting it. As the tool moves forward along the joint line, the mechanical stirring action of the pin physically mixes the softened metal from both pieces.
As the tool passes, the metal cools and consolidates behind it, forging a remarkably strong, continuous joint.
Because the metal never melts, you don’t have to worry about the typical nightmares of fusion welding—like porosity, cracking, or severe thermal distortion.
What is the use of friction stir welding?
Initially, FSW was the darling of the aerospace and shipbuilding industries.
When you need to join massive panels of aluminum for rocket fuel tanks or ship hulls without compromising structural integrity, FSW is the go-to solution.
Today, it has become a cornerstone of the new energy and electric mobility sectors.
We see it widely used in manufacturing structural battery pack enclosures, motor housings, and, most importantly, liquid cold plates for thermal management.
At Astraion Dynamics, our in-house engineering team designs rugged IP67+ aluminum enclosures and precision liquid cold plates that rely heavily on advanced manufacturing techniques. Whether it is for heavy-duty vehicle manufacturers or marine vessel builders, FSW provides the heavy-duty reliability these platforms demand.
What are the benefits of FSW?
You might be wondering why industry leaders are abandoning traditional welding for FSW.
Here is the deal. The benefits are massive, especially when dealing with aluminum:
Exceptional Joint Strength: Because the metal doesn’t melt, the crystalline structure of the metal is maintained. The resulting weld retains up to 90% of the base material’s original strength.
Zero Porosity: Melting metal often traps gas bubbles, creating microscopic holes (porosity) that lead to leaks. No melting means no gas entrapment.
Low Thermal Distortion: FSW introduces far less heat into the surrounding material than arc welding. This prevents the metal plates from warping—a critical factor when you need perfectly flat liquid cold plates to maintain contact with battery modules.
Eco-Friendly and Clean: The process requires no filler wires, no shielding gases, and produces no toxic fumes or blinding UV radiation.
Consistency: FSW is highly automated. Once you dial in the CNC parameters, you get exactly the same perfect weld, every single time.
What is the principle of friction stir welding for liquid cold plates?
Manufacturing a liquid cold plate using FSW is a fascinating, multi-step engineering process. It requires perfect harmony between fluid dynamics, mechanical design, and precision manufacturing.
Here is how the process typically flows:
1. Material Selections
First, we select the right aluminum alloys. Typically, engineers choose 6000-series aluminum (like 6061) for the base plate because of its excellent structural strength and machinability. The cover plate might be a thinner 3000-series or 5000-series aluminum.
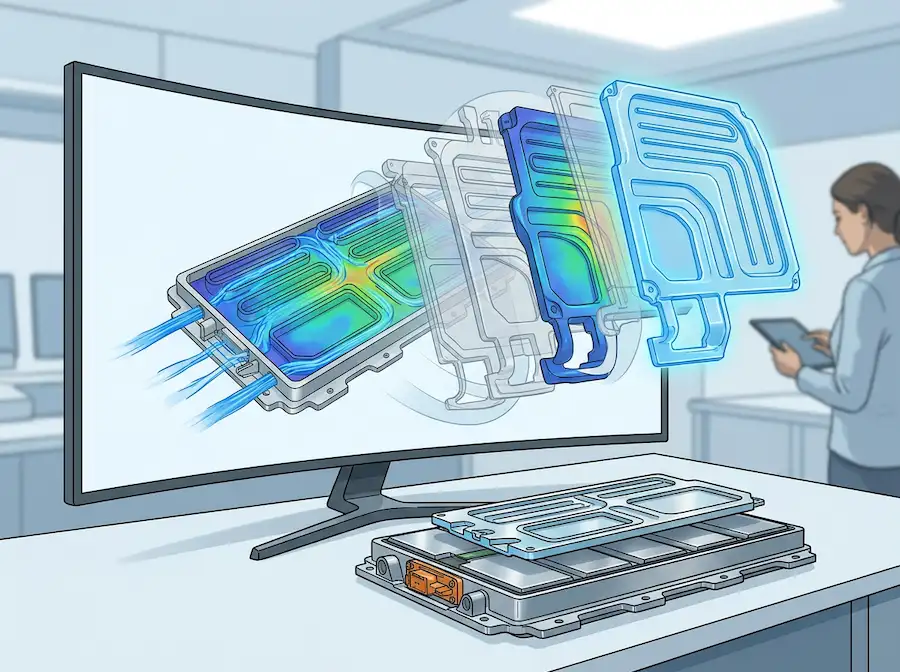
2. Simulations and Flow Rate Design
Before any metal is cut, everything is simulated. From initial 3D design and thermal simulation to flawless global homologation, we ensure the design works perfectly in the digital world first.
Using Computational Fluid Dynamics (CFD), engineers optimize the internal flow channel layout to achieve the perfect Flow rate and pressure drop. The goal is to ensure uniform cooling across the entire battery pack, preventing localized hot spots.
3. CNC Machining
Once the design is locked, the base aluminum block undergoes precise CNC machining. The CNC machine carves out the intricate maze of flow channels based on the CFD simulations.
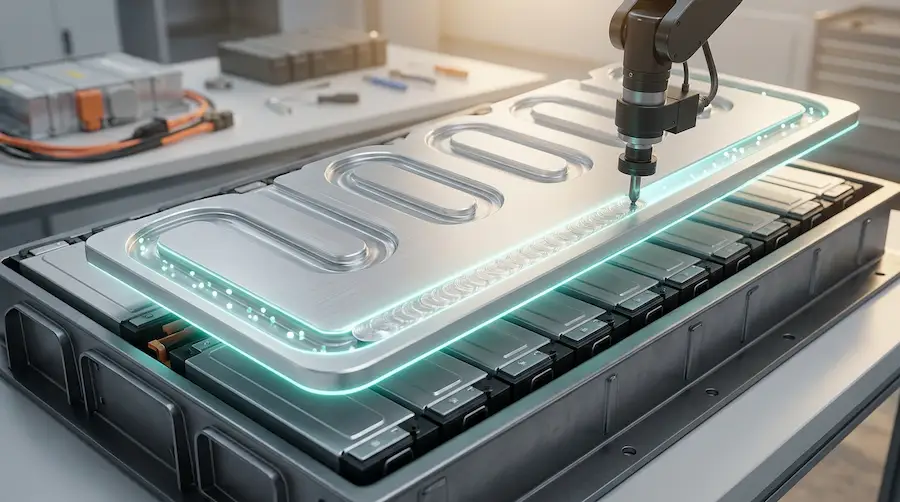
4. Friction Welding the Assembly
A flat aluminum cover plate is placed tightly over the machined base plate. The assembly is clamped securely onto the FSW machine.
The rotating FSW tool plunges into the perimeter of the cover plate. As it travels along the edge of the flow channels, it seamlessly physically mixes the cover plate into the base plate walls.
5. Final Finishing
After the Friction Welding is complete, the plate often undergoes a final pass of CNC machining to remove any excess weld flash, ensuring the surface is perfectly flat. This flatness is critical for maximizing thermal transfer from the battery cells to the cold plate.
What are the disadvantages of friction stir welding?
I’ll be honest with you. No manufacturing process is perfect, and FSW has its hurdles.
High Equipment Costs: A high-precision, multi-axis FSW CNC machine is a massive capital investment compared to standard MIG or TIG welding rigs.
Rigid Fixturing Required: The FSW process exerts massive downward forces (often several tons). If your parts aren’t clamped down perfectly with heavy-duty fixturing, they will move, and the weld will fail.
The Exit Hole: When the rotating tool finishes its path and retracts from the metal, it leaves behind a small hole (the exit hole or keyhole). In liquid cold plates, engineers must design the weld path carefully so this hole occurs outside the sealed liquid area, or they must plug it afterward.
Part Geometry Limitations: FSW is fantastic for flat plates and straight lines or simple curves. It is not great for highly complex, 3D, or awkwardly shaped joints.
What is the ISO standard for friction stir welding?
If you are a Quality Assurance engineer or a Procurement Lead, compliance is probably top of mind for you.
The globally recognized standard for this process is ISO 25239: Friction stir welding — Aluminium.
This comprehensive standard is broken down into several parts covering everything from the vocabulary and design requirements to the qualification of welding operators and the specification of welding procedures.
When manufacturing precision liquid cold plates, partnering with IATF-16949 certified partners who adhere to these ISO standards is non-negotiable. This ensures that every plate can withstand the brutal realities of heavy-duty and marine environments.
Is friction stir welding better than brazing?
This is the multi-million-dollar question in the thermal management industry.
Traditionally, liquid cold plates were manufactured using vacuum brazing. But is FSW better?
For large-scale, high-reliability battery systems, yes, FSW is generally superior to brazing.
Here is a quick breakdown:
| Feature | Vacuum Brazing | Friction Stir Welding (FSW) |
|---|---|---|
| Process Type | Capillary action melting of filler metal | Solid-state mechanical mixing |
| Leak Risk | Higher (prone to flux residues and porosity) | Extremely low (zero porosity) |
| Mechanical Strength | Moderate | High (retains up to 90% base material strength) |
| Thermal Distortion | High (entire part goes into an oven) | Very low (localized heating only) |
| Size Limitations | Limited by the size of the vacuum furnace | Virtually unlimited, perfect for massive EV packs |
If you are building a small electronics heat sink, brazing might be fine.
But if you are designing a rugged energy system for an off-highway excavator, FSW might be a much better choice to guarantee long-term durability.
What are the advantages of friction stir welding in liquid cold plate manufacturing?
When you integrate raw battery modules into a rugged, fully certified energy system, thermal management cannot be left to chance. FSW provides distinct advantages that directly impact the safety and lifespan of battery packs.
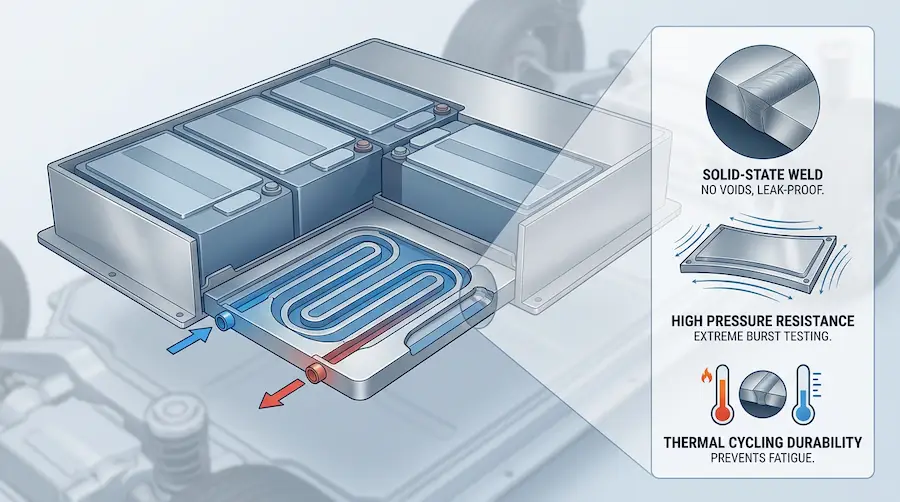
Absolute Leak-Proof Integrity
Water and high-voltage lithium-ion batteries are a catastrophic combination. FSW’s solid-state nature eliminates the microscopic voids that often plague brazed joints.
To prove this, cold plates undergo rigorous Sealing Test procedures. Using Helium leak testing equipment, FSW cold plates routinely pass extreme leak thresholds, ensuring absolute safety for the battery modules housed above them.
Extreme Pressure Resistance
Liquid cooling systems in EVs don’t just gently push water around. The coolant is often pumped at high pressures.
Because FSW maintains the structural strength of the aluminum, these plates can withstand aggressive Pressure Testing. We typically test cold plates at multiples of their operating pressure (e.g., burst testing at 5-10 bar) to ensure they won’t balloon or rupture during an internal pressure spike.
Durability Under Thermal Cycling
Battery packs heat up during rapid charging and cool down when parked in freezing weather. This constant expansion and contraction can tear weak welds apart.
FSW joints perform exceptionally well under a Thermal Shock Test, where the plate is rapidly cycled between extreme temperatures (like -40°C to +85°C). The uniform material properties of the FSW joint mean it expands and contracts at the exact same rate as the rest of the plate, preventing fatigue cracks.
As an engineering-driven integration partner, we rely on these rigorous 100% End-of-Line testing protocols to support validation, commissioning, and final deployment with absolute confidence.
Typical application scenarios for friction stir welding of liquid cold plates
So, where are we actually seeing FSW liquid cold plates deployed in the real world?
Battery projects often fail at the integration stage because mechanical, thermal, electrical, and control systems are not developed as one coordinated solution. By utilizing FSW cold plates, integrators can solve the thermal piece of the puzzle across several demanding industries.
EV Passenger Car Manufacturers
Passenger EVs require high-precision battery pack systems and flawless liquid cooling integration to achieve fast-charging capabilities. FSW cold plates provide the large-area, flat cooling surfaces needed for modern cell-to-pack (CTP) architectures.
Electric Truck & Heavy Duty Vehicle Manufacturers
Heavy trucks have incredibly high demands for battery pack durability. Vibrations on the road will destroy weak battery enclosures. FSW provides the structural rigidity and leak-proof cooling necessary to keep high-capacity heavy-duty packs operating safely.
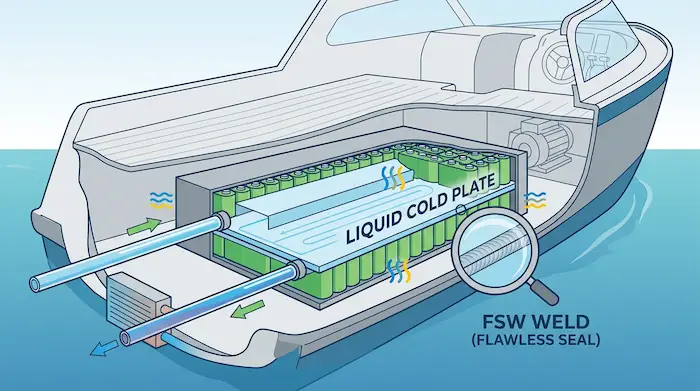
Electric Boat & Marine Vessel Manufacturers
Electric boats and ferries have stringent requirements for waterproofing and liquid cooling. A leak in a marine battery pack is a nightmare scenario. The flawless seal of an FSW liquid cold plate is highly compatible with these stringent marine safety standards.
Energy Storage System (ESS) Integrators
Grid-scale ESS projects require massive battery packs designed to last for 10 to 15 years. FSW allows manufacturers to produce incredibly long and wide cold plates that can span entire battery racks efficiently.
Electric Agricultural & Mining Machinery
The market for electric tractors and explosion-proof mining vehicles is emerging rapidly, with a strong need for customized battery packs and heavy-duty liquid cooling systems. These machines operate in brutal environments. FSW cold plates can withstand the severe mechanical shocks and impacts typical in mining and agriculture.

Final Thoughts
Navigating the complexities of thermal management and battery integration can feel overwhelming. Tier-1 cell manufacturers sell you raw modules, but they leave you with a massive engineering headache when it comes to cooling and safe packaging.
That is exactly where a specialized approach matters.
If you want to shorten development cycles and bring your battery-powered platforms into operation with greater confidence, understanding and utilizing advanced technologies like Friction Stir Welding is a fantastic place to start.
If your team is struggling with packaging constraints, thermal simulations, or bringing custom cells into a fully homologated system, we might be a good fit to help you bridge the gap between raw cell chemistry and your customized vehicle. You control the chemistry, we master the engineering.