

إذا كنت تصمم أنظمة بطاريات عالية الطاقة، فأنت تعلم بالفعل أن إدارة الحرارة يمكن أن تحدد نجاح مشروعك أو فشله. قد تبحث عن الطريقة الأكثر موثوقية لتصنيع ألواح التبريد السائلة دون المخاطرة بالتسرب أو الأداء الحراري السيئ. حسنًا، أنت في المكان الصحيح.
اللحام بالاحتكاك الدوراني (FSW) لألواح التبريد السائلة هو عملية ربط بالحالة الصلبة تستخدم أداة دوارة بسرعة لتوليد حرارة احتكاكية، وتمزج مكونين معدنيين فعليًا دون إذابتهما. هذا يخلق ختمًا عالي الموثوقية وخاليًا من التسربات والمسام، وهو مثالي لأنظمة إدارة الحرارة في المركبات الكهربائية (EV) وتخزين الطاقة.
يبدو الأمر وكأنه سحر، أليس كذلك؟ دعنا نتعمق في كيفية عمل هذه التقنية بالضبط، وكيف تقارن باللحام التقليدي، ولماذا قد تكون نقطة التحول التي يحتاجها مشروع دمج البطاريات القادم لديك.
ما معنى FSW؟
FSW تعني لحام التداخل بالاحتكاك.
على عكس طرق اللحام التقليدية التي تذيب المعدن لربط قطعتين معًا، يتبع FSW نهجًا مختلفًا تمامًا. إنه عملية ربط بالحالة الصلبة.
هذا يعني أن المعدن لا يصل فعليًا إلى نقطة انصهاره.
بدلاً من ذلك، يعتمد على الاحتكاك الشديد والضغط الميكانيكي الثقيل لتليين المعدن—وتحديداً تحويله إلى حالة شبيهة بالبلاستيك—بحيث يمكن لجزيئات قطعتين منفصلتين أن تندمج بسلاسة معاً.
تخيل الأمر كما لو أنك تخلط لونين مختلفين من عجينة اللعب معاً. أنت لا تذيب العجينة؛ بل تخلطها ميكانيكياً حتى تصبح قطعة واحدة موحدة.
ما هو اللحام بالاحتكاك الدوراني FSW؟
تم اختراع اللحام بالاحتكاك الدوار (FSW) من قبل معهد اللحام (TWI) في مصر عام 1991.
إليك كيف تعمل العملية فعلياً على أرض المصنع:
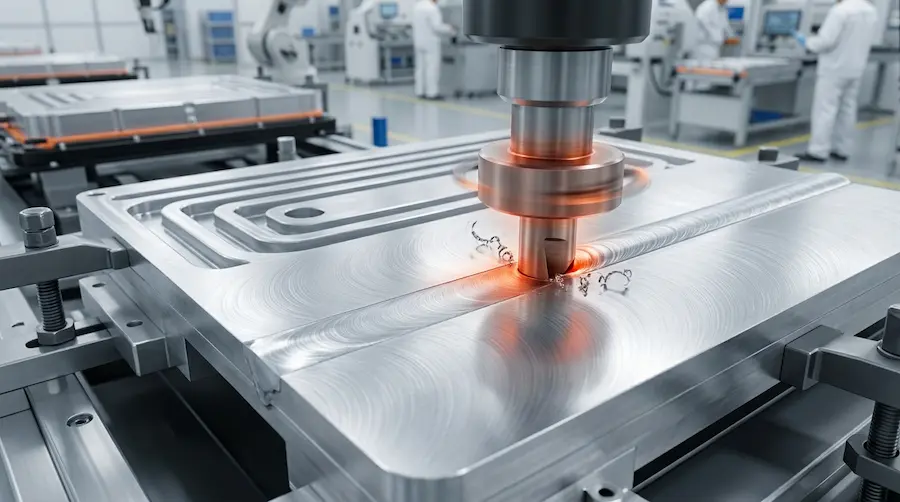
أداة أسطوانية مصممة بشكل خاص، تحتوي على دبوس مخصص وكتف أكبر، تدور بسرعات عالية. يتم غمر هذه الأداة الدوارة ببطء في خط الوصل بين قطعتين من المعدن (عادة الألمنيوم) المثبتتين بإحكام معاً.
مع دوران الأداة، يولد الاحتكاك بين كتف الأداة وسطح المعدن كميات هائلة من الحرارة.
تعمل هذه الحرارة على تليين المعدن دون إذابته. ومع تحرك الأداة للأمام على طول خط الوصل، يقوم الدبوس بخلط المعدن المُلَيَّن من القطعتين ميكانيكياً.
عند مرور الأداة، يبرد المعدن ويتماسك خلفها، مما يشكل وصلة قوية ومتواصلة بشكل ملحوظ.
لأن المعدن لا يذوب أبداً، لن تقلق بشأن مشاكل اللحام التقليدي مثل المسامية أو التشقق أو التشوه الحراري الشديد.
ما هو استخدام اللحام بالاحتكاك الدوراني؟
في البداية، كان اللحام بالاحتكاك الدوار محبوباً في صناعات الطيران وبناء السفن.
عندما تحتاج إلى ربط ألواح ضخمة من الألمنيوم لخزانات وقود الصواريخ أو هياكل السفن دون التأثير على السلامة الهيكلية، يكون اللحام بالاحتكاك الدوار هو الحل الأمثل.
اليوم، أصبح حجر الأساس في قطاعات الطاقة الجديدة والتنقل الكهربائي.
نراه مستخدماً على نطاق واسع في تصنيع الهياكل صناديق حاويات بطاريات, ، وأغلفة المحركات، والأهم من ذلك،, صفيحات التبريد السائلة لإدارة الحرارة.
At أستريون دايناميكس, ، يقوم فريقنا الهندسي الداخلي بتصميم حاويات ألمنيوم قوية بمعيار IP67+ وصفائح تبريد سائلة دقيقة تعتمد بشكل كبير على تقنيات التصنيع المتقدمة. سواء كان ذلك لمصنعي المركبات الثقيلة أو بناة السفن، يوفر اللحام بالاحتكاك الدوار الاعتمادية العالية التي تتطلبها هذه المنصات.
ما هي فوائد FSW؟
قد تتساءل لماذا يتخلى قادة الصناعة عن اللحام التقليدي لصالح اللحام بالاحتكاك الدوار.
إليك التفاصيل. الفوائد هائلة، خاصة عند التعامل مع الألمنيوم:
قوة وصل استثنائية: لأن المعدن لا يذوب، يتم الحفاظ على البنية البلورية للمعدن. اللحام الناتج يحتفظ بما يصل إلى 90% من قوة المادة الأصلية.
انعدام المسامية: ذوبان المعدن غالبًا ما يحبس فقاعات الغاز، مما يخلق ثقوبًا مجهرية (مسامية) تؤدي إلى تسربات. عدم الذوبان يعني عدم احتباس الغاز.
تشوه حراري منخفض: تدخل تقنية اللحام بالاحتكاك الدوراني حرارة أقل بكثير في المادة المحيطة مقارنة بلحام القوس الكهربائي. هذا يمنع ألواح المعدن من الالتواء، وهو عامل حاسم عندما تحتاج إلى ألواح تبريد سائلة مسطحة تمامًا للحفاظ على الاتصال مع وحدات البطارية.
صديق للبيئة ونظيف: لا تتطلب العملية أسلاك حشو، ولا غازات حماية، ولا تنتج أبخرة سامة أو إشعاع فوق بنفسجي يعمي العين.
الاتساق: تقنية اللحام بالاحتكاك الدوراني مؤتمتة بدرجة عالية. بمجرد ضبط معايير CNC، تحصل على نفس اللحام المثالي في كل مرة.
ما هو مبدأ اللحام بالاحتكاك الدوراني لألواح التبريد السائلة؟
تصنيع لوحة تبريد سائلة باستخدام تقنية اللحام بالاحتكاك الدوراني هو عملية هندسية متعددة الخطوات ومثيرة للاهتمام. يتطلب انسجامًا تامًا بين ديناميكا السوائل، التصميم الميكانيكي، والتصنيع الدقيق.
إليك كيف تسير العملية عادة:
1. اختيار المواد
أولاً، نختار سبائك الألمنيوم المناسبة. عادةً ما يختار المهندسون ألمنيوم من سلسلة 6000 (مثل 6061) للوحة الأساسية بسبب قوته الهيكلية الممتازة وسهولة تشغيله. قد تكون لوحة الغطاء من ألمنيوم أرق من سلسلة 3000 أو 5000.
2. المحاكاة وتصميم معدل التدفق
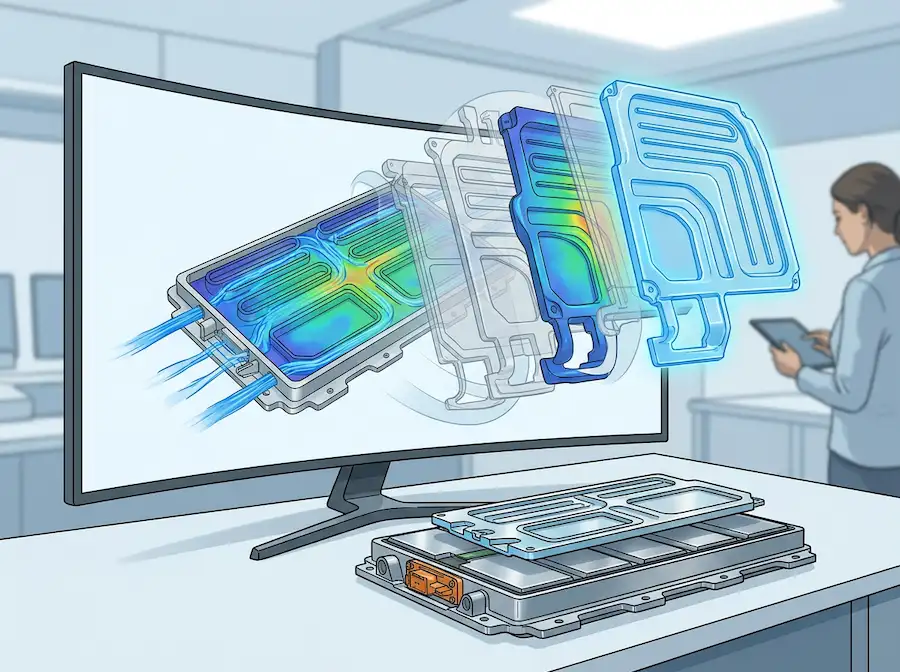
قبل قطع أي معدن، يتم محاكاة كل شيء. من التصميم ثلاثي الأبعاد الأولي والمحاكاة الحرارية إلى الاعتماد العالمي المثالي، نضمن أن التصميم يعمل بشكل مثالي في العالم الرقمي أولاً.
باستخدام ديناميكا الموائع الحسابية (CFD)، يقوم المهندسون بتحسين تصميم قنوات التدفق الداخلية لتحقيق معدل تدفق مثالي وانخفاض الضغط. الهدف هو ضمان تبريد موحد عبر حزمة البطارية بالكامل، ومنع النقاط الساخنة المحلية.
3. التصنيع باستخدام الحاسب الآلي
بمجرد تثبيت التصميم، يخضع كتلة الألمنيوم الأساسية لعملية تشغيل دقيقة باستخدام آلة CNC. تقوم آلة CNC بنحت شبكة القنوات المعقدة بناءً على محاكاة CFD.
٤. لحام الاحتكاك للتجميع
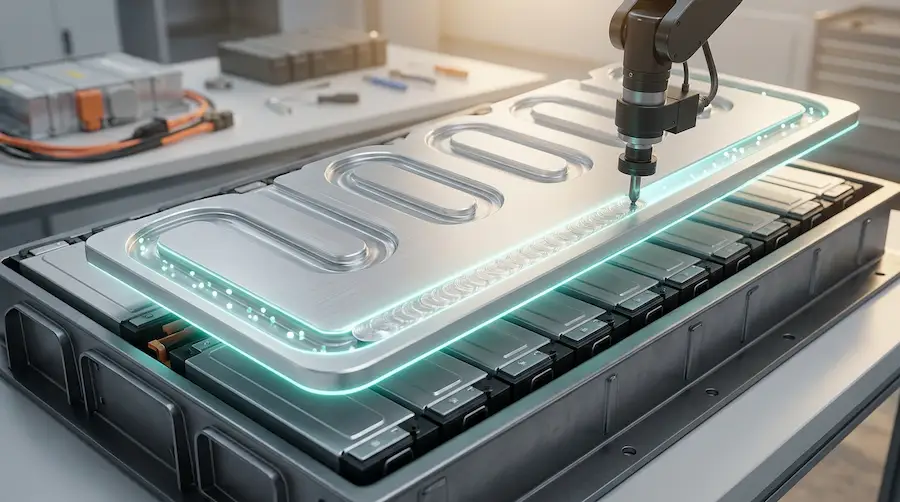
يتم وضع لوحة غطاء ألومنيوم مسطحة بإحكام فوق لوحة القاعدة المشغلة. يتم تثبيت التجميع بإحكام على آلة FSW.
يغوص أداة اللحام بالدوران في محيط لوحة الغطاء. أثناء سيرها على طول حافة قنوات التدفق، تخلط بشكل سلس المكونات المادية للوحة الغطاء مع جدران لوحة القاعدة.
5. التشطيب النهائي
بعد اكتمال لحام الاحتكاك، غالبًا ما تخضع اللوحة لعملية تشغيل نهائية باستخدام آلات CNC لإزالة أي بقايا من شرارة اللحام الزائدة، لضمان أن السطح مستوي تمامًا. هذا الاستواء ضروري لتعظيم انتقال الحرارة من خلايا البطارية إلى اللوحة الباردة.
ما هي عيوب اللحام بالاحتكاك الدوراني؟
سأكون صادقًا معك. لا توجد عملية تصنيع مثالية، ولحام الاحتكاك لديه تحدياته.
تكاليف المعدات العالية: آلة CNC دقيقة متعددة المحاور للحام بالاحتكاك هي استثمار رأسمالي ضخم مقارنة بأجهزة اللحام MIG أو TIG القياسية.
تثبيتات صلبة مطلوبة: تفرض عملية اللحام بالاحتكاك قوى هبوط هائلة (غالبًا عدة أطنان). إذا لم يتم تثبيت الأجزاء بشكل مثالي باستخدام تثبيتات قوية، فستتحرك، وسيفشل اللحام.
ثقب الخروج: عندما تنتهي الأداة الدوارة من مسارها وتنسحب من المعدن، تترك خلفها ثقبًا صغيرًا (ثقب الخروج أو الثقب الرئيسي). في اللوحات المبردة بالسائل، يجب على المهندسين تصميم مسار اللحام بعناية بحيث يحدث هذا الثقب خارج المنطقة المغلقة للسائل، أو يجب سدّه لاحقًا.
قيود شكل الجزء: لحام الاحتكاك ممتاز للألواح المسطحة والخطوط المستقيمة أو المنحنيات البسيطة. لكنه ليس مناسبًا للمفاصل المعقدة جدًا، ثلاثية الأبعاد، أو ذات الأشكال غير المريحة.
ما هو معيار ISO للحام بالاحتكاك الدوراني؟
إذا كنت مهندس ضمان الجودة أو قائد المشتريات، فالتوافق هو على الأرجح في مقدمة اهتماماتك.
المعيار المعترف به عالميًا لهذا العملية هو ISO 25239: لحام الاحتكاك بالدوران — الألمنيوم.
هذا المعيار الشامل مقسم إلى عدة أجزاء تغطي كل شيء من المفردات ومتطلبات التصميم إلى تأهيل مشغلي اللحام وتحديد إجراءات اللحام.
عند التصنيع بدقة صفيحات التبريد السائلة, ، فإن الشراكة مع شركاء معتمدين وفقًا لمعيار IATF-16949 والالتزام بمعايير ISO هذه أمر لا يقبل التفاوض. يضمن ذلك أن كل لوحة يمكنها تحمل واقع البيئات الثقيلة والبيئات البحرية.
هل اللحام بالاحتكاك الدوراني أفضل من اللحام التقليدي؟
هذه هي السؤال الذي يساوي ملايين الدولارات في صناعة إدارة الحرارة.
تقليديًا، كانت ألواح التبريد السائلة تُصنع باستخدام اللحام بالفراغ. لكن هل اللحام بالتحريك بالاحتكاك أفضل؟
بالنسبة لأنظمة البطاريات الكبيرة وذات الاعتمادية العالية، نعم، اللحام بالتحريك بالاحتكاك عادةً ما يكون أفضل من اللحام بالفراغ.
إليك تحليل سريع:
| الميزة | لحام بالتسخين الفراغي | لحام التحريك بالاحتكاك (FSW) |
|---|---|---|
| نوع العملية | ذوبان المعدن الحشو بواسطة العمل الشعري | الخلط الميكانيكي في الحالة الصلبة |
| خطر التسرب | أعلى (عرضة لبقايا التدفق والمسامية) | منخفض جدًا (صفر مسامية) |
| القوة الميكانيكية | متوسطة | عالية (تحافظ على قوة المادة الأساسية حتى 90%) |
| تشوه حراري | مرتفع (الجزء بالكامل يدخل إلى فرن) | منخفض جدًا (تسخين موضعي فقط) |
| قيود الحجم | مقيد بحجم فرن الفراغ | تقريبًا غير محدود، مثالي لحزم السيارات الكهربائية الضخمة |
إذا كنت تبني مبرد حرارة إلكترونيات صغيرة، قد يكون اللحام بالنحاس مناسبًا.
ولكن إذا كنت تصمم نظام طاقة قوي لرافعة حفارة خارج الطرق، قد يكون اللحام بالتحريض بالموجات فوق الصوتية خيارًا أفضل لضمان المتانة على المدى الطويل.
ما هي مزايا اللحام بالاحتكاك الدوراني في تصنيع ألواح التبريد السائلة؟
عند دمج وحدات البطارية الخام في نظام طاقة قوي ومعتمد بالكامل، لا يمكن ترك إدارة الحرارة للصدفة. يوفر اللحام بالتحريض بالموجات فوق الصوتية مزايا واضحة تؤثر مباشرة على سلامة وعمر حزم البطاريات.
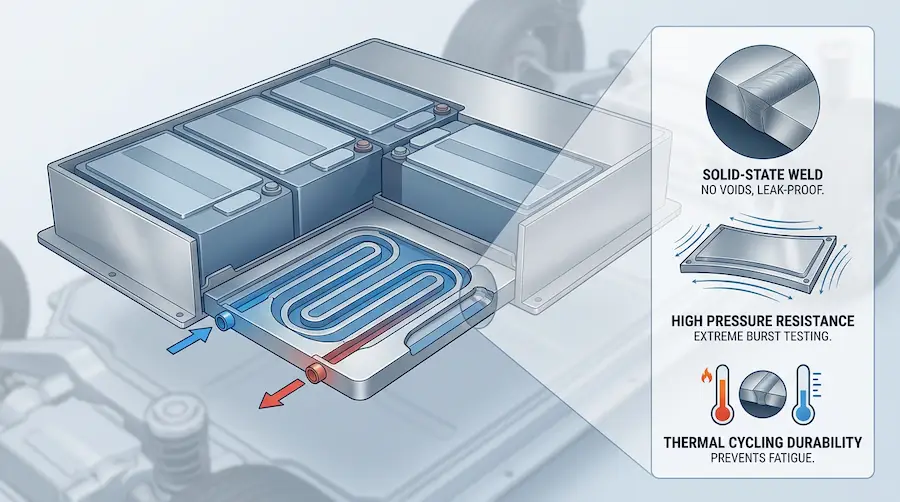
سلامة مطلقة من التسرب
البطاريات الليثيوم أيون المائية وعالية الجهد هي مزيج كارثي. الطبيعة الصلبة للحام بالتحريض بالموجات فوق الصوتية تزيل الفجوات الدقيقة التي غالبًا ما تؤدي إلى مشاكل في الوصلات الملحومة بالنحاس.
لإثبات ذلك، تخضع الألواح المبردة لاختبارات إحكام صارمة. باستخدام معدات اختبار تسرب الهيليوم، تمر الألواح المبردة بالتحريض بالموجات فوق الصوتية بشكل روتيني عبر حدود تسرب قصوى، مما يضمن السلامة المطلقة لوحدات البطارية الموجودة فوقها.
مقاومة ضغط قصوى
أنظمة التبريد السائل في السيارات الكهربائية لا تدفع الماء بلطف فقط. غالبًا ما يتم ضخ المبردات تحت ضغط عالٍ.
نظرًا لأن اللحام بالتحريض بالموجات فوق الصوتية يحافظ على قوة الهيكل للألمنيوم، يمكن لهذه الألواح تحمل اختبارات ضغط قاسية. نحن عادة نختبر الألواح المبردة عند مضاعفات ضغط التشغيل (مثل اختبار الانفجار عند 5-10 بار) لضمان عدم انتفاخها أو تمزقها أثناء ارتفاع ضغط داخلي.
التحمل تحت التكرار الحراري
تسخن حزم البطاريات أثناء الشحن السريع وتبرد عند الوقوف في الطقس المتجمد. هذا التمدد والانكماش المستمر يمكن أن يسبب تمزق اللحامات الضعيفة.
تؤدي وصلات اللحام بالتحريض بالموجات فوق الصوتية أداءً ممتازًا تحت اختبار الصدمة الحرارية، حيث يتم تدوير اللوح بسرعة بين درجات حرارة قصوى (مثل -40°C إلى +85°C). خصائص المادة الموحدة لوصل اللحام بالتحريض بالموجات فوق الصوتية تعني أنه يتمدد وينكمش بنفس المعدل تمامًا مثل بقية اللوح، مما يمنع حدوث تشققات التعب.
كشريك تكامل هندسي، نعتمد على بروتوكولات اختبار نهاية الخط 100% الصارمة هذه لدعم التحقق، والتشغيل، والنشر النهائي بثقة مطلقة.
سيناريوهات التطبيق النموذجية للحام بالاحتكاك الدوراني لألواح التبريد السائلة
فأين نرى فعليًا تطبيق اللحام بالتحريض بالموجات فوق الصوتية صفيحات التبريد السائلة في العالم الحقيقي؟
فشلت مشاريع البطاريات غالبًا في مرحلة التكامل لأن الأنظمة الميكانيكية، والحرارية، والكهربائية، ونظم التحكم لم تُطور كحل موحد منسق. من خلال استخدام الألواح المبردة بالتحريض بالموجات فوق الصوتية، يمكن للمندمجين حل الجزء الحراري من اللغز عبر عدة صناعات demanding.
مصنعي السيارات الكهربائية للركاب
تتطلب السيارات الكهربائية للركاب أنظمة حزم بطاريات عالية الدقة وتكامل تبريد سائل خالي من العيوب لتحقيق قدرات الشحن السريع. توفر الألواح المبردة بالتحريض بالموجات فوق الصوتية الأسطح المبردة الكبيرة والمسطحة اللازمة لهياكل الخلايا إلى الحزمة (CTP) الحديثة.
مصنعي الشاحنات الكهربائية والمركبات الثقيلة
تتمتع الشاحنات الثقيلة بمتطلبات عالية جدًا لمتانة حزمة البطارية. الاهتزازات على الطريق ستدمر حاويات البطارية الضعيفة. توفر FSW الصلابة الهيكلية والتبريد المقاوم للتسرب اللازمين للحفاظ على تشغيل حزم الثقيلة عالية السعة بأمان.
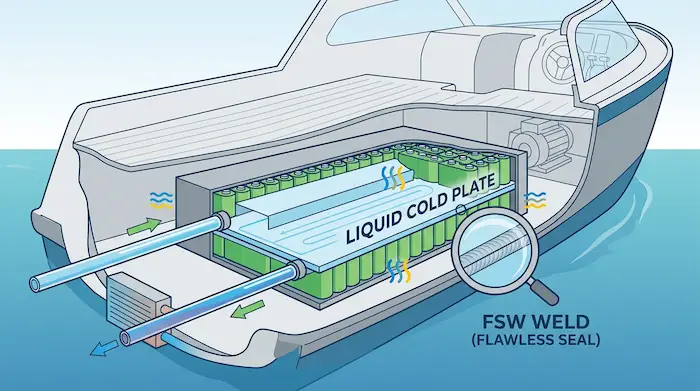
مصنعي القوارب الكهربائية والمركبات البحرية
الزوارق الكهربائية والعبارات لديها متطلبات صارمة للمقاومة للماء والتبريد السائل. تسرب في حزمة بطاريات بحرية هو سيناريو كابوسي. الختم المثالي لصفائح التبريد السائل FSW يتوافق بشكل كبير مع معايير السلامة البحرية الصارمة هذه.
مُدمجو أنظمة تخزين الطاقة (ESS)
مشاريع أنظمة تخزين الطاقة على مستوى الشبكة تتطلب حزم بطاريات ضخمة مصممة لتدوم من 10 إلى 15 سنة. تتيح تقنية FSW للمصنعين إنتاج صفائح تبريد باردة طويلة وعريضة بشكل لا يصدق يمكنها تغطية رفوف البطاريات بالكامل بكفاءة.
الآلات الزراعية والتعدين الكهربائية
السوق للجرارات الكهربائية ومركبات التعدين المقاومة للانفجار يتطور بسرعة، مع حاجة قوية إلى حزم بطاريات مخصصة وأنظمة تبريد سائل ثقيلة. تعمل هذه الآلات في بيئات قاسية. يمكن لصفائح التبريد FSW تحمل الصدمات الميكانيكية الشديدة والتأثيرات النموذجية في التعدين والزراعة.

أفكار أخيرة
قد يبدو التنقل في تعقيدات إدارة الحرارة ودمج البطاريات مرهقًا. يبيع لك مصنعو الخلايا من المستوى الأول وحدات خام، لكنهم يتركونك مع صداع هندسي كبير عندما يتعلق الأمر بالتبريد والتعبئة الآمنة.
هذا هو المكان الذي يهم فيه النهج المتخصص.
إذا كنت تريد تقصير دورات التطوير وإدخال منصات البطاريات الخاصة بك في التشغيل بثقة أكبر، فإن فهم واستخدام التقنيات المتقدمة مثل اللحام بالتدحرج الاحتكاكي هو مكان رائع للبدء.
إذا كانت فريقك يواجه صعوبات في قيود التعبئة، أو المحاكاة الحرارية، أو إدخال خلايا مخصصة في نظام معتمد بالكامل، قد نكون مناسبين لمساعدتك على سد الفجوة بين كيمياء الخلايا الخام وسيارتك المخصصة. أنت تتحكم في الكيمياء، ونحن نمتلك الهندسة.
