Friction Stir Welding (FSW)
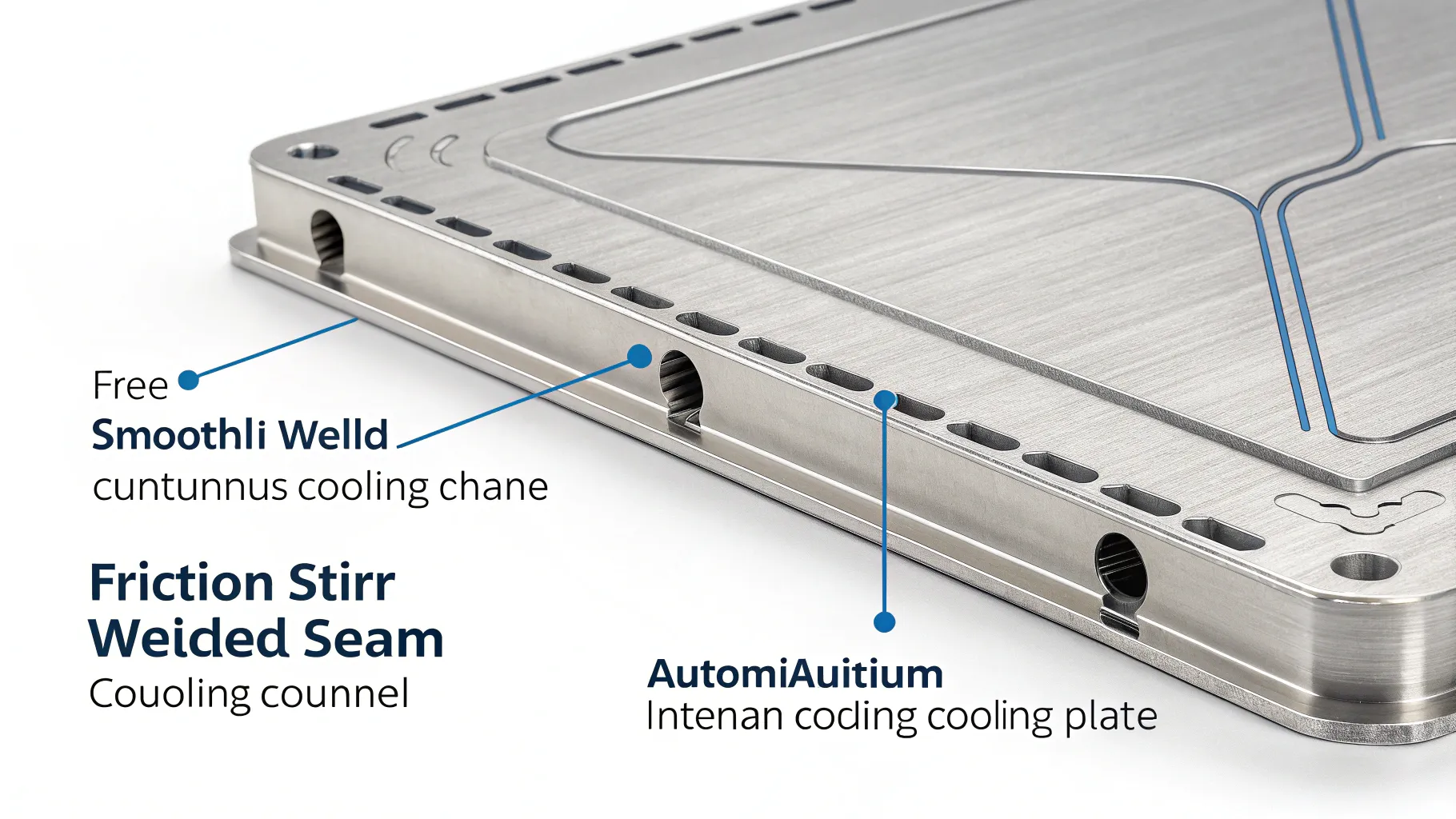
Solid-state welding technology delivering superior joint strength, minimal distortion, and excellent sealing performance for aluminum battery enclosures and cooling plates.

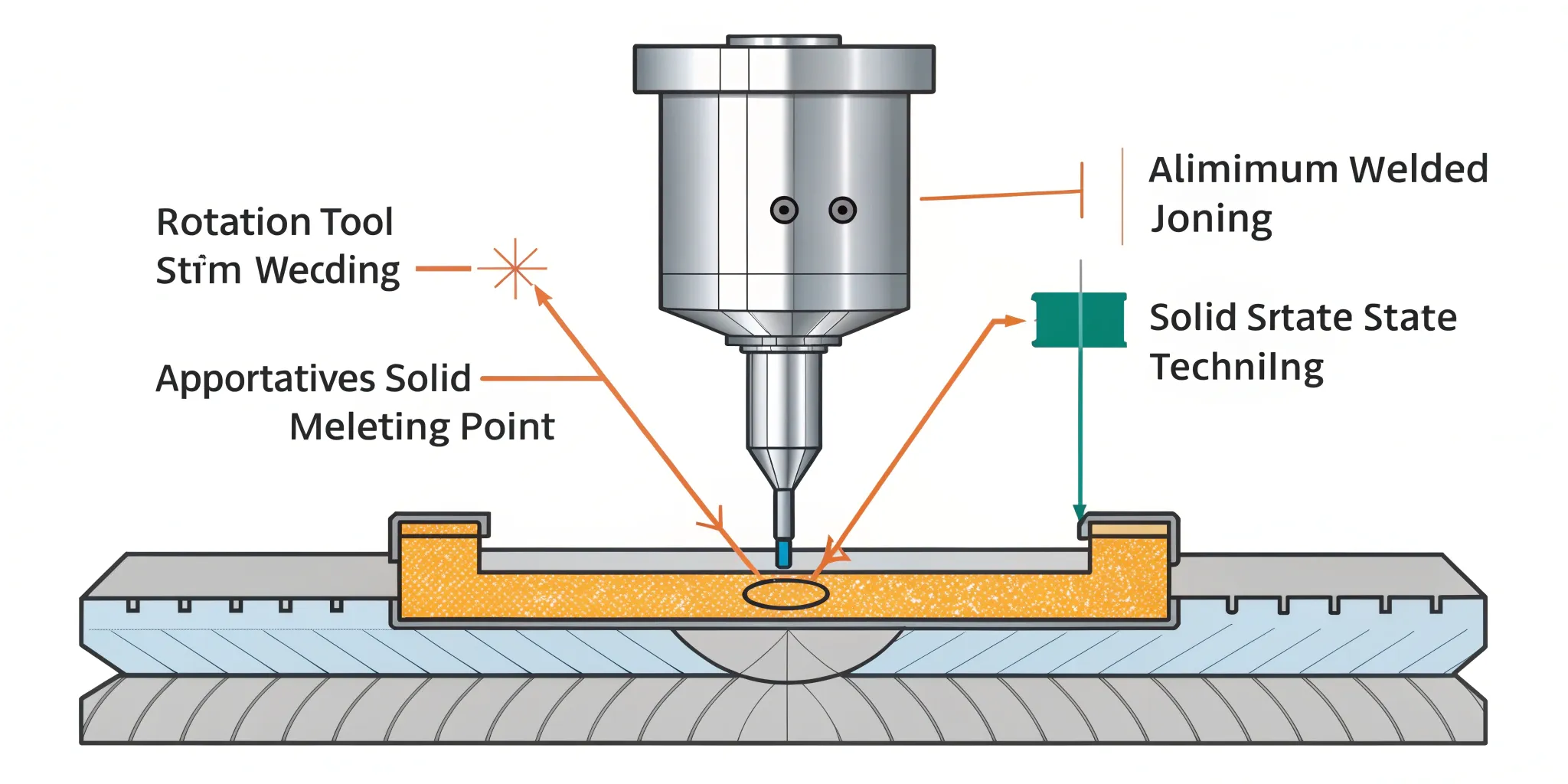
What Is Friction Stir Welding (FSW)
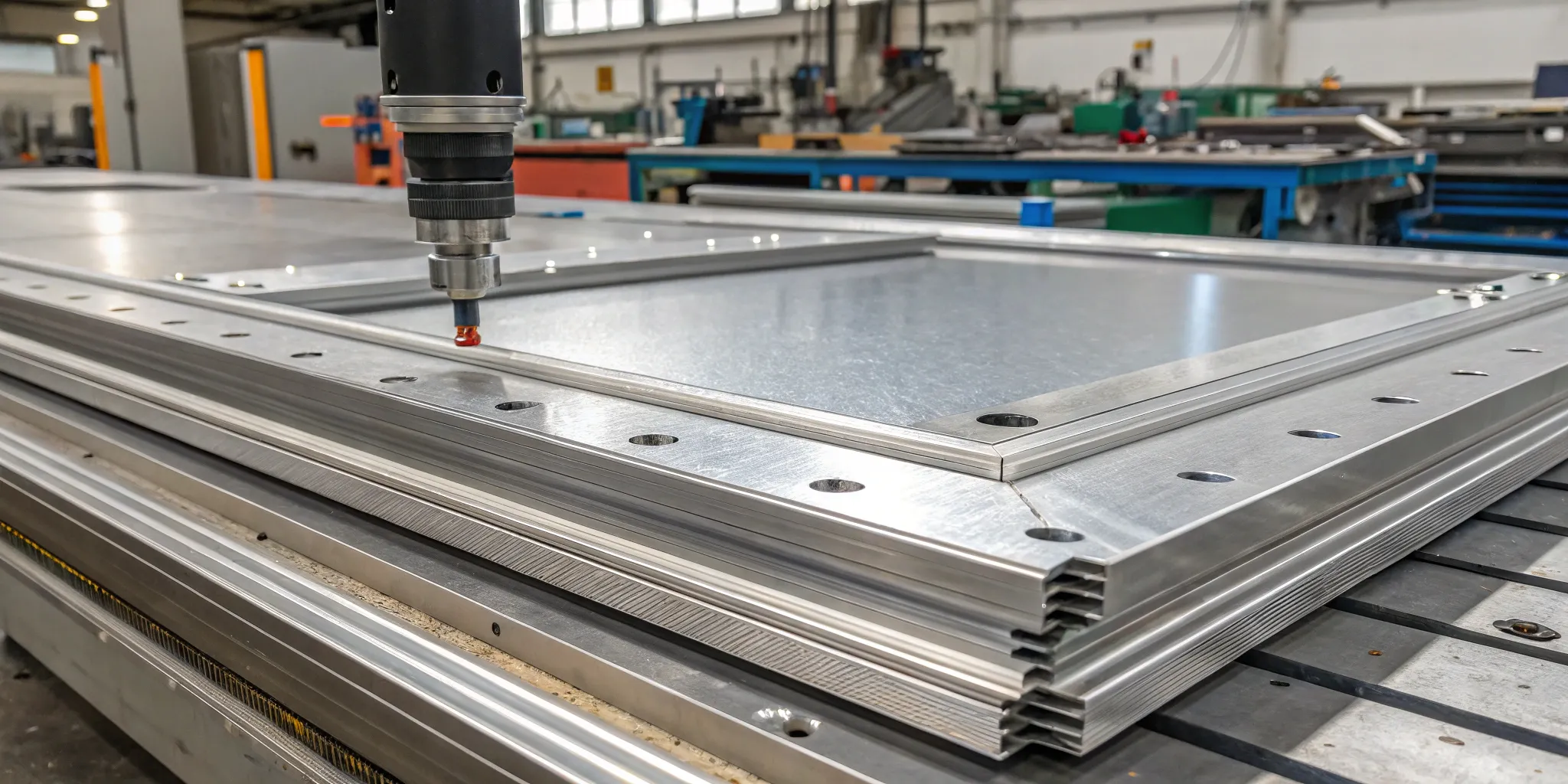
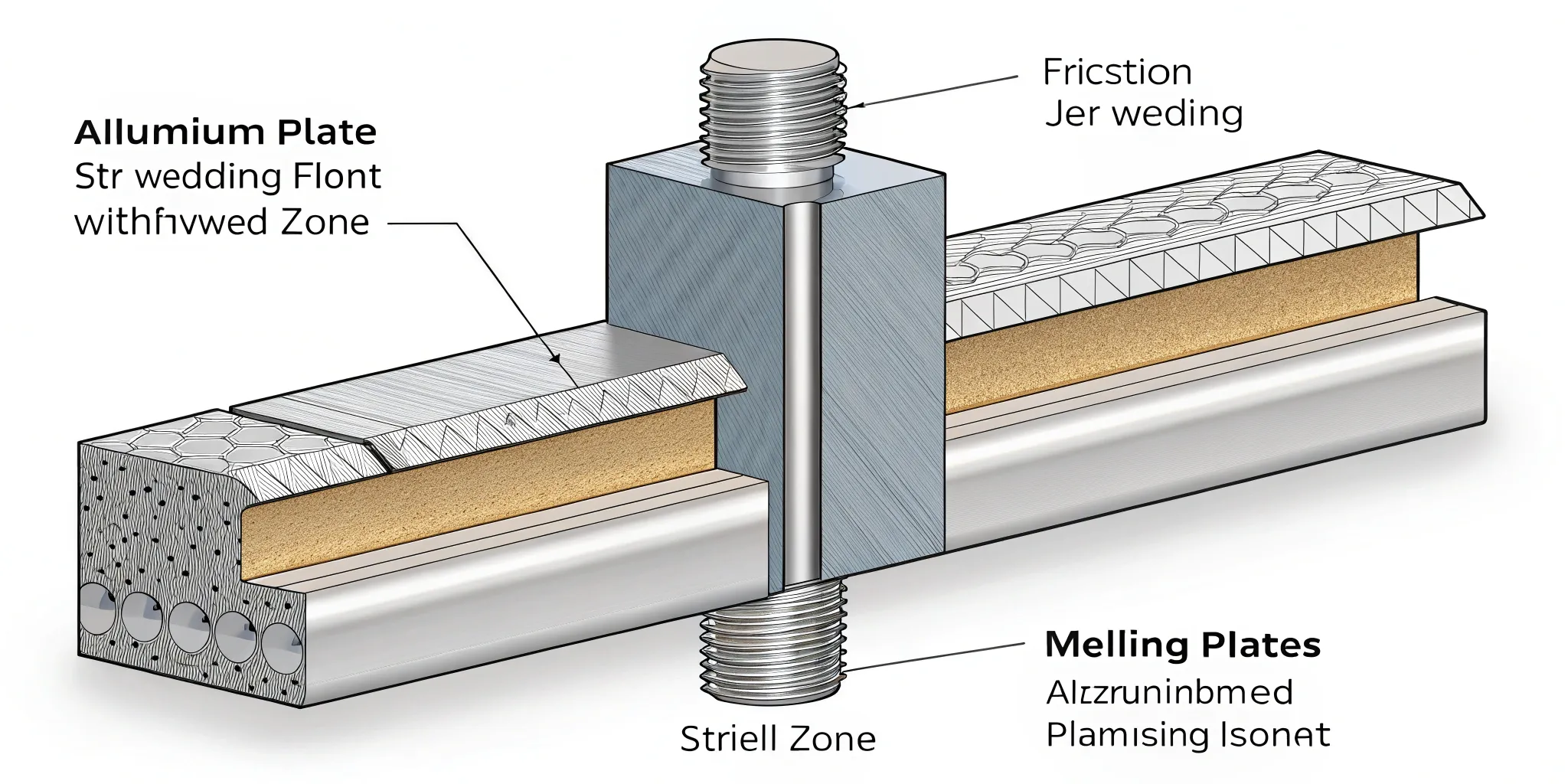
Friction Stir Welding (FSW) is a solid-state joining process where materials are welded below their melting point. This produces joints with high integrity, low residual stress, minimal deformation, and excellent consistency— widely used in EV battery systems and thermal management components.
Why FSW Is Critical for Battery Systems
Battery enclosures and cooling plates require welds that are structurally strong and leak-tight. FSW is ideal because it minimizes common fusion-welding defects while preserving base material performance.
Our Role in FSW Manufacturing
We provide FSW as part of integrated manufacturing solutions—not as a standalone weld job. The goal is a finished, sealing-ready, integration-ready structure.

Typical Components Welded Using FSW
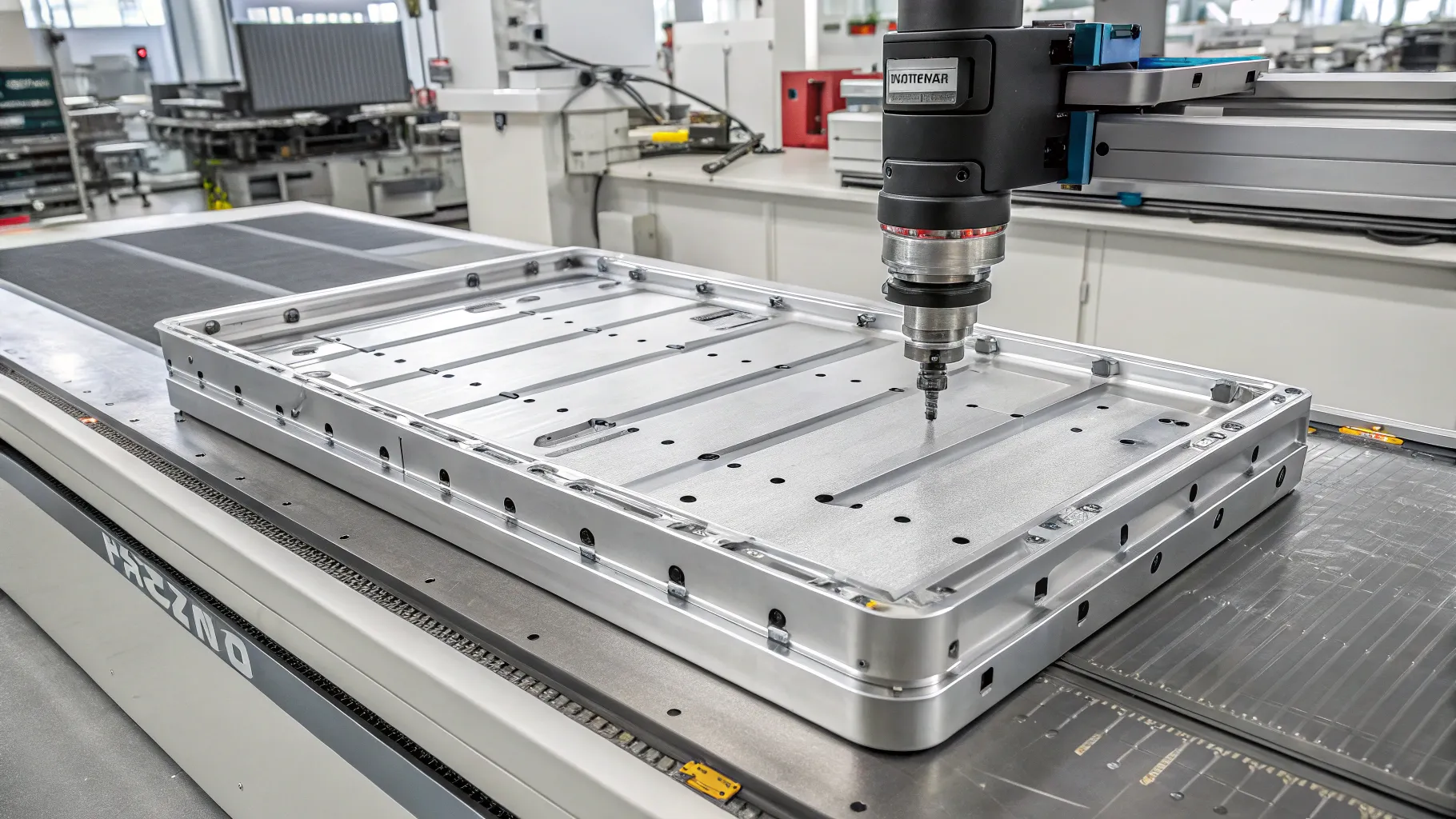
Our FSW capability is applied to aluminum battery structures and thermal components—often safety- and performance-critical.



Materials Suitable for FSW
We commonly apply FSW to aluminum alloys (6xxx and 5xxx series), including dissimilar alloy combinations and thick plates/extrusions. Selection is optimized for strength, weldability, and downstream sealing requirements.

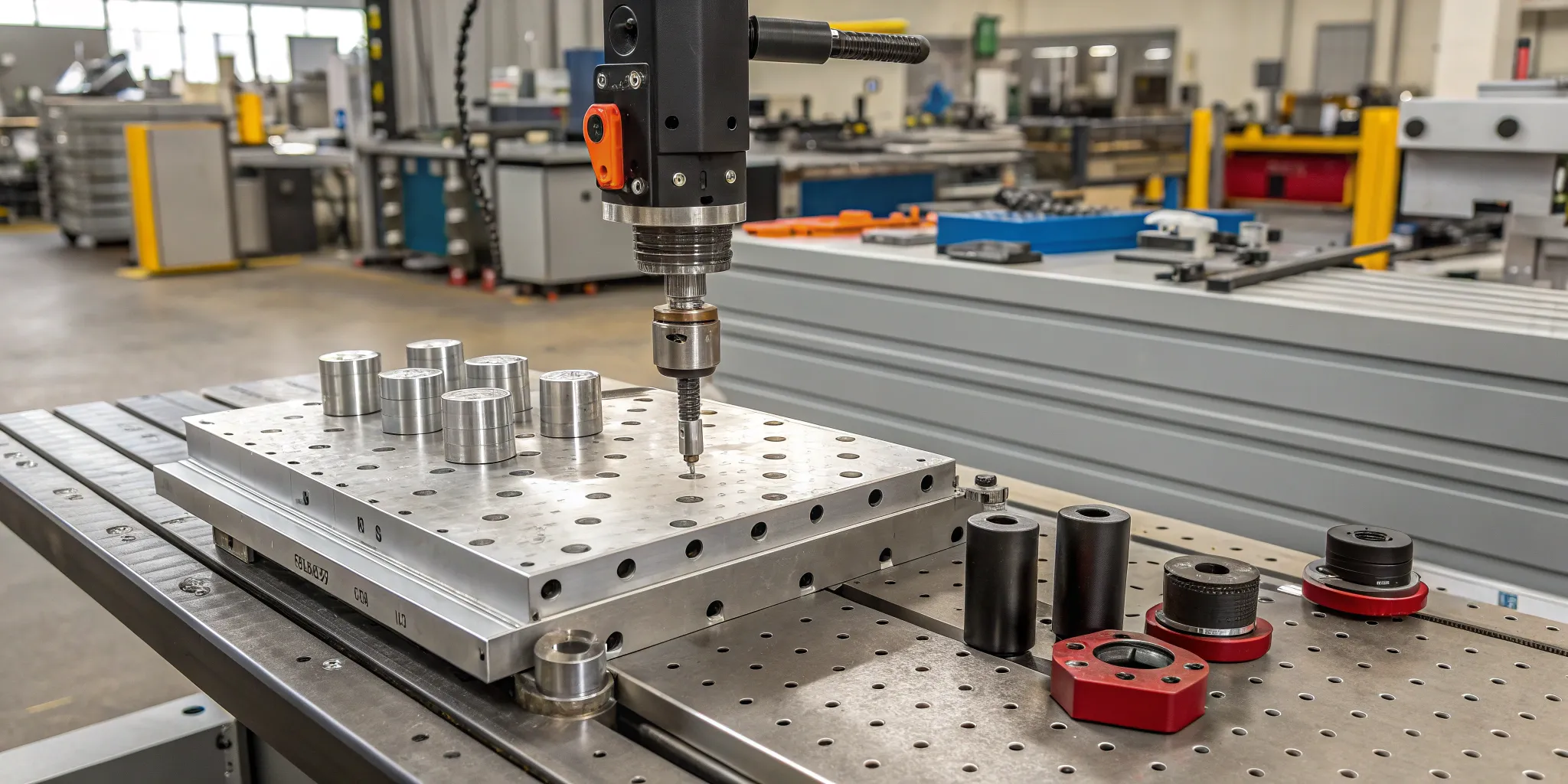
Joint Design & Weld Preparation
Successful FSW starts with proper joint design and fit-up control. We support optimized joint geometry, consistent thickness, tool-path planning, and edge preparation to stabilize quality and improve repeatability.


Weld Strength & Distortion Control
FSW supports high tensile strength, fatigue resistance, minimal heat-affected zone, and low deformation—critical for load-bearing battery structures.

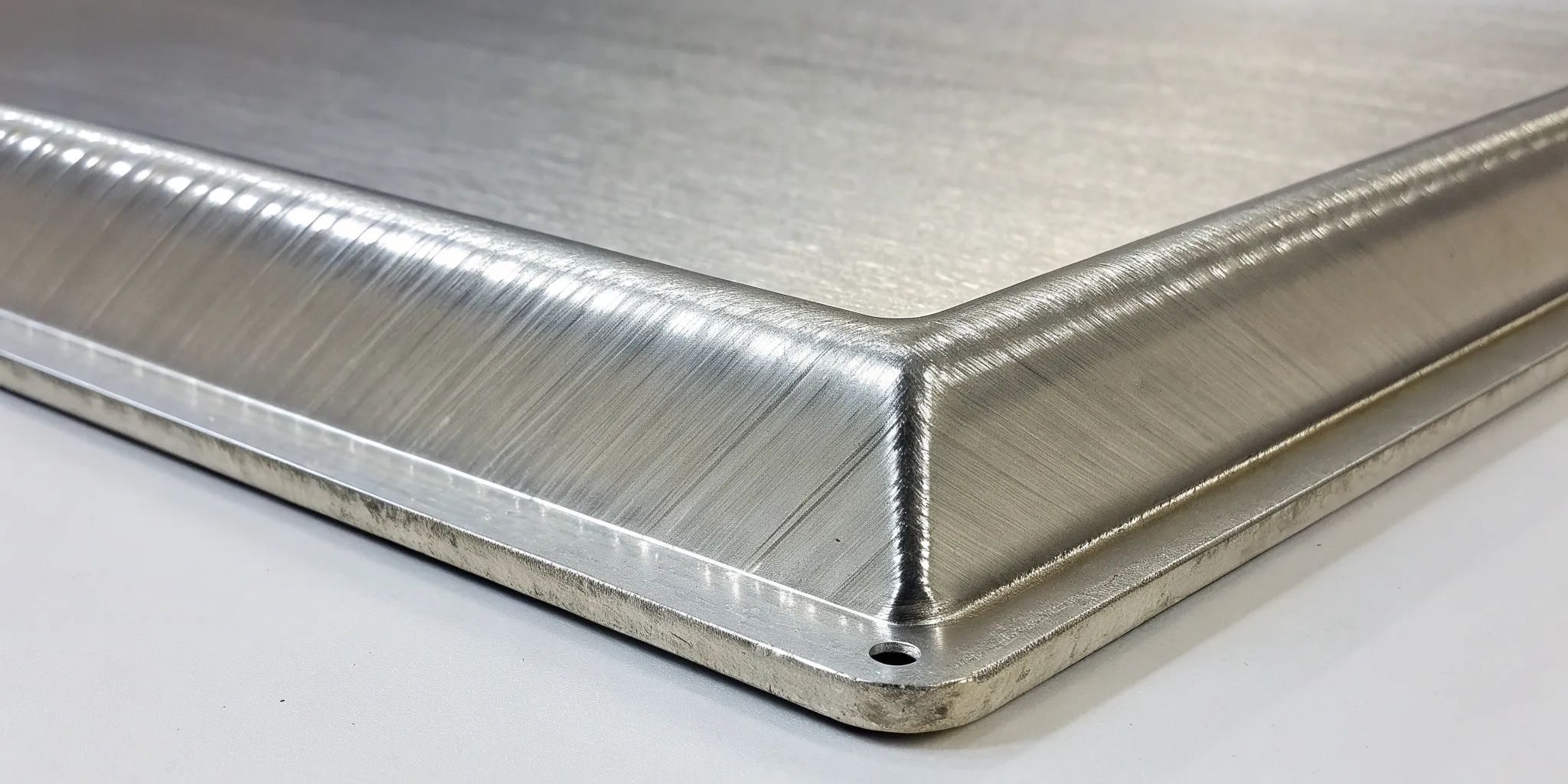
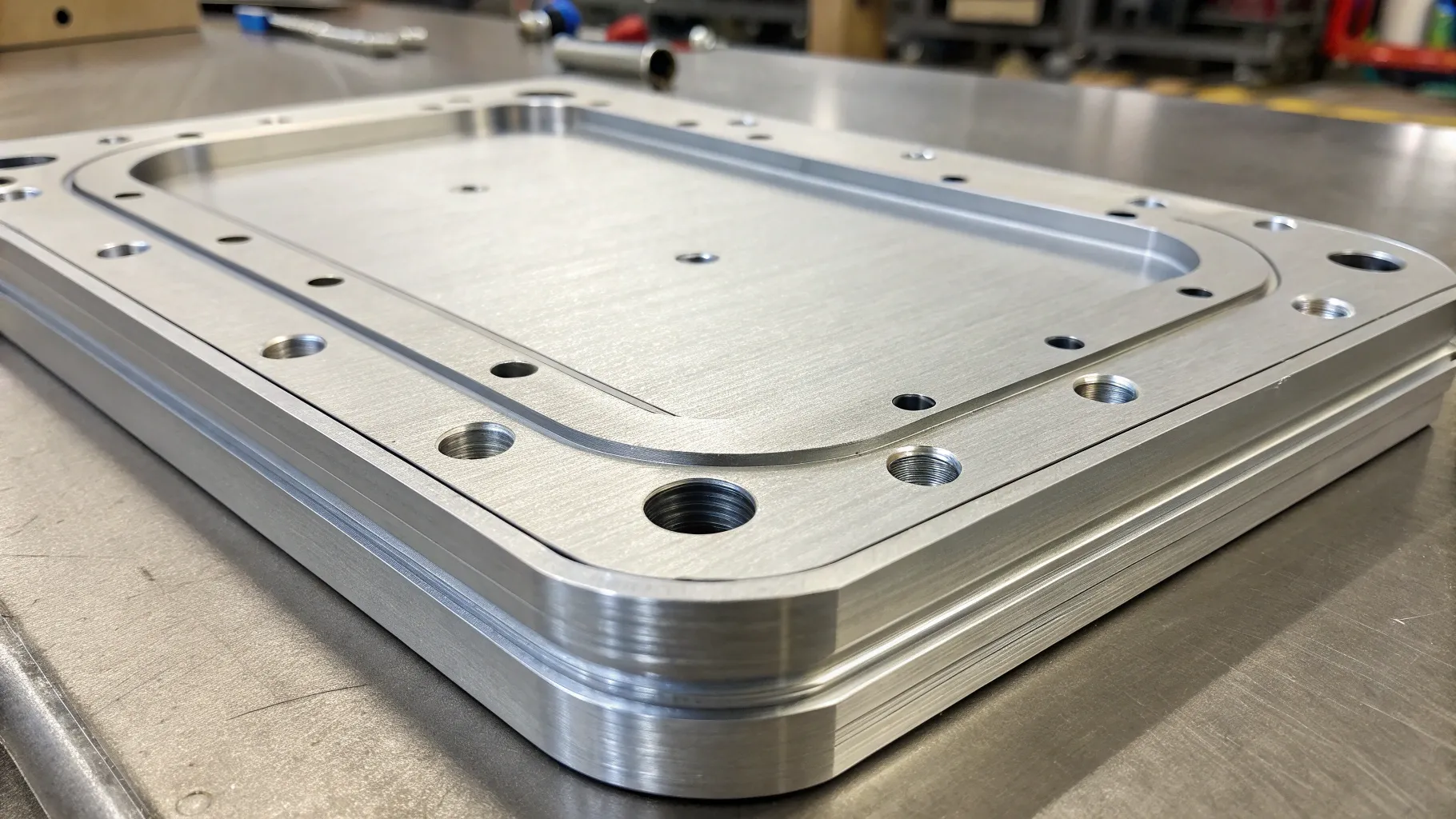
Sealing Performance & Leak-tight Welding
FSW is ideal for sealed components such as cooling channels and IP-rated enclosures. We support weld seams compatible with IP67–IP69K requirements and helium leak testing after welding when required.

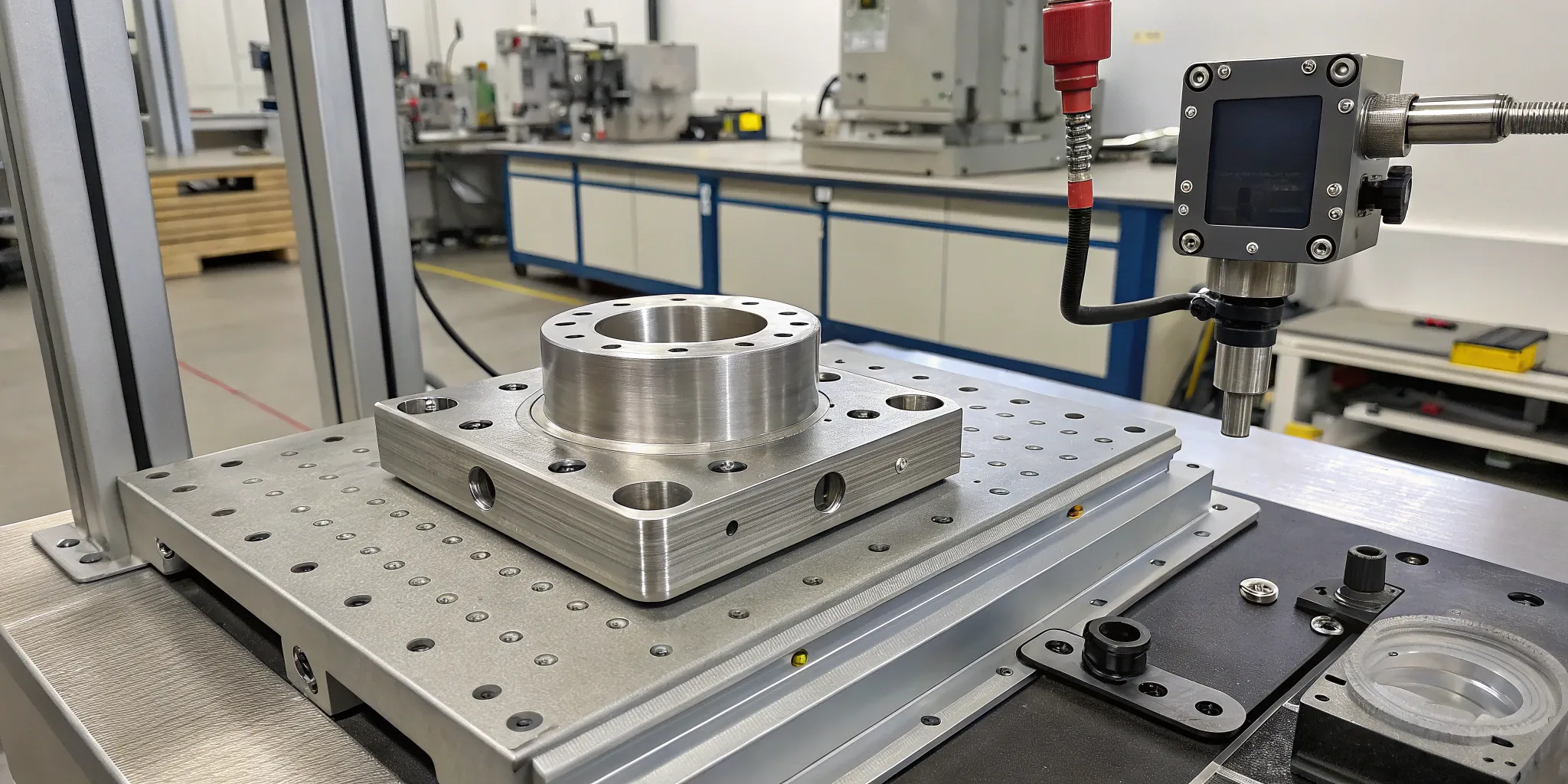
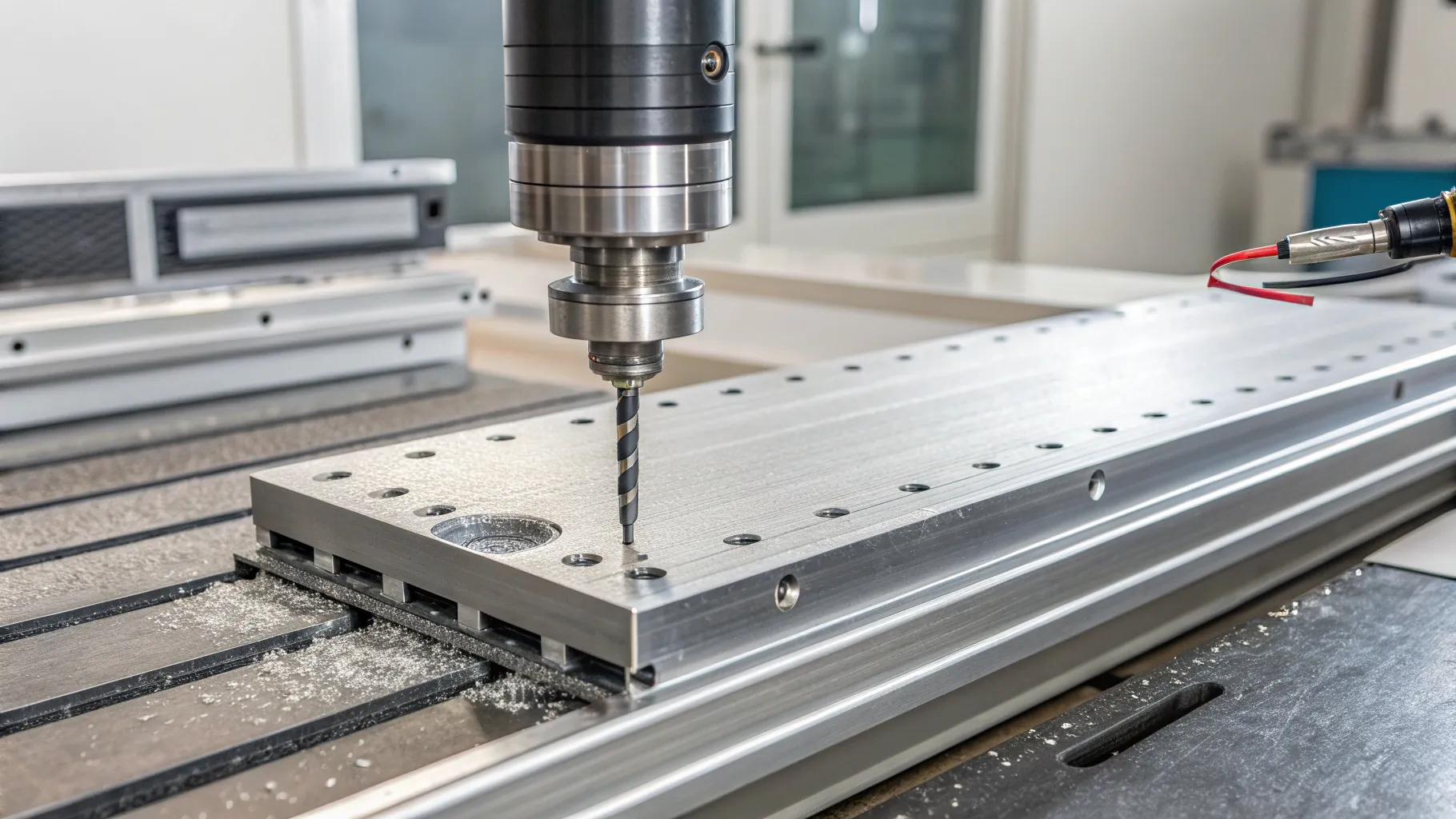
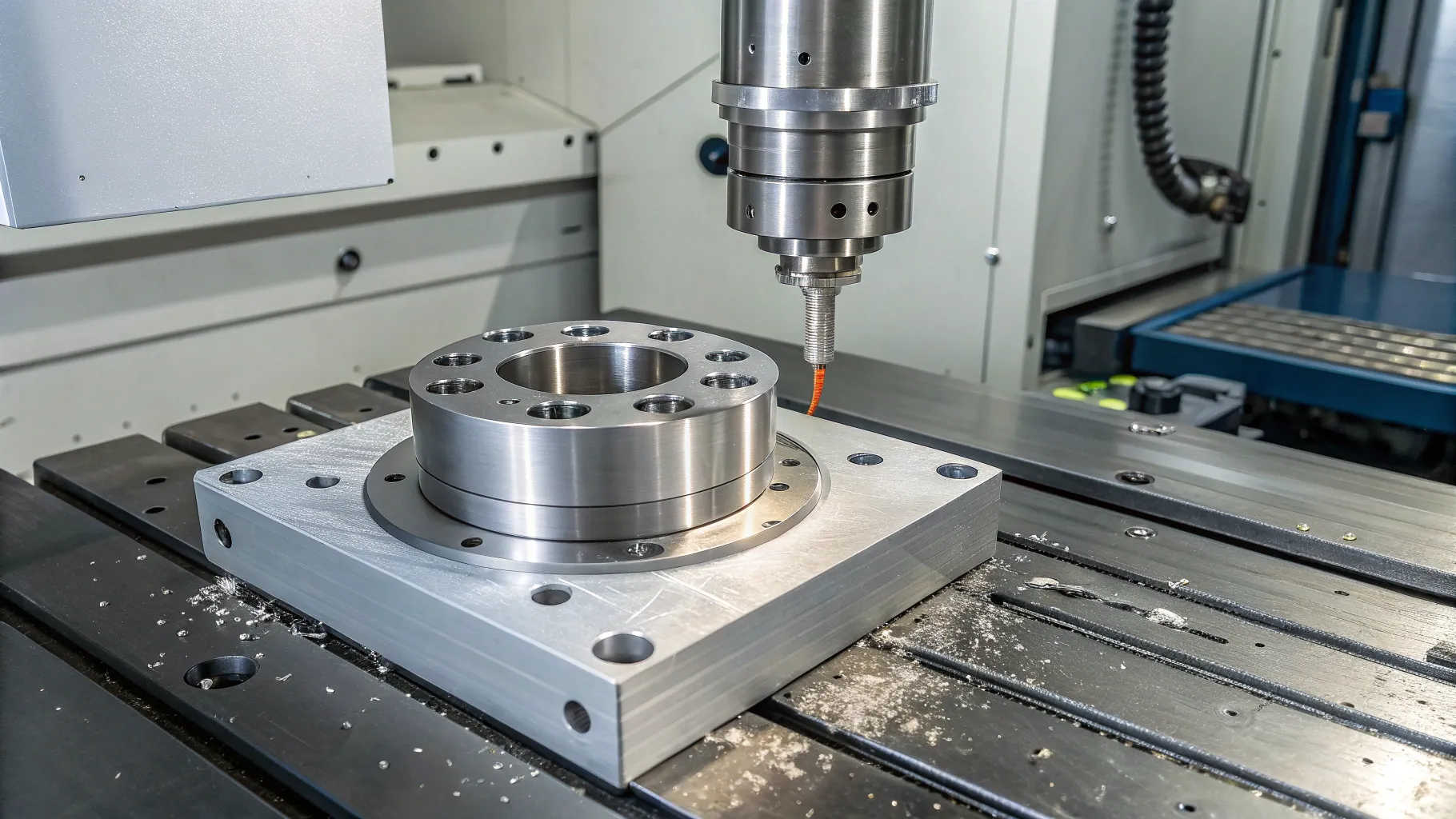
Integration with CNC Machining
Typical workflow: pre-weld machining → FSW welding → post-weld CNC finishing → final sealing interface machining. This ensures dimensional accuracy after welding and stable assembly features.


Quality Control & Inspection
FSW quality is verified through visual inspection, dimensional checks, weld seam consistency monitoring, and leak testing when required.


Prototype and Process Validation
We support early-stage validation through prototype FSW trials, weld parameter optimization, joint strength evaluation, and DFM feedback for manufacturability—reducing risk before series production.



Scalability and Mass Production
Our FSW processes are designed for scale with repeatable welding programs, stable fixturing, and production-ready workflows— enabling reliable series manufacturing.



Application Industries
FSW welding is widely used in EV, ESS, heavy-duty vehicles, industrial power systems, and robotics/automation structures.
Why Choose Us for FSW Welding
We focus on strength, flatness, and leak-tightness—delivering manufacturing-ready outcomes from prototype to volume.

Contact & Welding Consultation
Upload your drawings (STEP / DWG / PDF) for a technical review of joint design, distortion control, sealing requirements, and CNC integration plan.